






PEEK和PEKK都是聚芳醚酮(PAEK)大家庭中的成员,通常被称为聚酮。荷兰航空航天中心(NLR)结构技术部高级复合材料科学家Henri de Vries介绍:“PEKK与PEEK外观很相似,结晶行为也类似,但二者的工艺温度不同,PEKK为375°C,而PEEK为385°C。”NLR与GKN航空公司旗下Fokker技术公司在“热塑性塑料经济可承受飞机主承力结构(TAPAS)”项目的第一和第二阶段所开发的热塑性复合材料(TPC)技术开发方面颇有建树,成功研制出了跨度12m的抗扭箱,并于近期采用自动纤维铺放技术(AFP)和热压罐固化技术制成了6m长、28mm厚的碳纤维增强PEEK发动机挂架上梁。
De Vries发现由于PEKK的工艺窗口更宽,因此更适合AFP工艺。与之相比,PEEK的工艺窗口在385-390°C范围内,工艺要求相对苛刻,360°C的工艺条件显然是不够理想的。而对PEKK来讲,355°C也是不错的加工温度。因此,不仅仅是工艺窗口的温度下限更低,其处于液态的时间也会略长,固化效果也更好。
De Vries补充说,与真空袋热压罐成型工艺相比,压力成型是一种更快的两步法固化工艺。而对于压力成型来说,PEKK是一种有趣的材料。 PEKK旧的规格体系对压力成型来讲工作节拍太慢,而新规格的PEKK比PEEK性能更好、也更便宜。
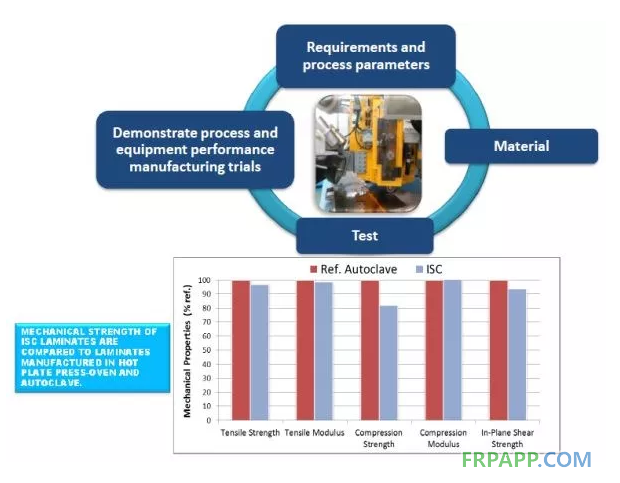
西班牙复合材料研发应用中心(FIDAMC)正在开发有关PEKK和PEEK的工艺参数,并通过原位固化(ISC,蓝色)和热压罐固化(红色)热塑性复合材料结构力学性能的对比对二者进行了评估。上图列出的碳纤维增强PEEK复合材料的力学性能中仅压缩强度略有下降。来源:FIDAMC
西班牙复合材料研发应用中心(FIDAMC)作为项目主导者与空客和自动铺放(AFP)设备供应商MTorres联合开发原位固化(ISC)结构部件,西班牙复合材料研发应用中心(FIDAMC)工艺开发实验室主任Fernando Rodriguez说:“目前,PEKK价格较低。”然而,为了在市场竞争中保持优势,Solvay已就降低PEEK的销售价格展开了讨论。同时,空客采用PEEK生产机翼结构,采用PEKK生产较厚机身结构件的设想也引发了业内的讨论。Rodriguez注意到西班牙复合材料研发应用中心(FIDAMC)已经获得了PEEK轻型机翼结构的生产资质,他表示:“对我们来说,PEEK和PEKK力学性能相仿,尽管PEKK熔点略低、更易操作,但对PEEK10年的研究经历使我们获得了明确的工艺参数。而对于PEKK,为了确定其最佳的工艺窗口还有大量的工作需要做。最近英国的高性能聚酮解决方案提供商Victrex开发了一种熔点340°C的聚芳醚酮(PAEK)。就工具、加热炉等装备来说,340°C和350°C跟400°C没什么不同。最终,选用什么材料、用于什么部件、选用一步法还是两步法,决定权都在空客手中。”
瑞典Automated Dynamics公司总裁Robert Langone则表示:“我们对包括聚乙烯(PE)、聚丙烯(PP)、聚酰胺(PA)、聚苯硫醚(PPS)、PEEK和PEKK在内的几乎所有热塑性树脂都进行了研究,某种程度上讲,PEKK的晶化速度比PEEK更慢,因此可加工性更强。”那是不是说晶化速度更慢会使过程更可控、工艺窗口更宽松呢?Langone补充道:“我认为其较低的熔体粘度是加工性更强的原因。但即使是具有快速晶化能力的最新一代PEKK,与PEEK相比,晶化也不那么容易。”
GKN航空公司旗下Fokker技术公司航空结构研发部主任Arnt Offringa也表示:“对于压力成型来讲,PEEK和PEKK都相当出色。而对于热压罐工艺,PEKK由于具有更低的熔点,使工艺过程更加稳定。”
PEKK也不尽相同
美国牛津高性能材料公司(Oxford Performance Materials,OPM)CEO Scott DeFelice注意到,原位固化(ISC)热塑性复合材料(TPCs)是在波音787和空客A350等机型的机翼和机身结构件对热压罐尺寸提出更高要求的情况下应运而生的。如果热压罐体积更大,工艺控制将更为困难。这些问题在日本“重工业”一级供应商的生产经验中也可见一斑。(三菱重工生产波音787的机翼,富士重工生产中央翼盒,川崎重工生产圆筒段机身。) 小型部件生产工艺可以控制得相当好,但对于大型部件,最起码会受到生产速率的限制。换句话说,要获得高品质复合材料主结构部件的工艺控制需要较长时间。这对于未来窄体客机的生产速率是根本不允许的。
DeFelice补充道:“NLR和Fokker公司主要关注相对较小的结构部件。因此,他们对于原位固化(ISC)的关注程度没有空客高。空客采用非热压罐技术生产机翼和机身通道部件的驱动力更足。”他相信空客是目前全球原位固化(ISC)技术最先进的企业。
OXPEKK可用于无强化粒料、棒料和定制填充(碳纤维、玻璃纤维或其他)化合物的生产。来源:Oxford Performance Materials
DeFelice还介绍说:“OPM公司从2000年开始研究PEKK,已经开发出相关的材料和应用技术。目前市面上所有的PEKK产品都是采用杜邦(DuPont)法生产的。”他解释说,在上世纪90年代,为了满足美国联邦航空管理局(FAA)航空内饰材料新规对防火、无烟、无毒性能要求的提高,基本上所有的聚酮类产品在同一时期被开发出来。然而,这一新规尚未实施,PEEK和PEKK的市场雏形就消失了。因此,ICI将PEEK纺丝后卖给Victrex公司,DuPont将其PEKK业务卖给了Fiberite公司,后被氰特(Cytec)和索尔维(Solvay)相继收购。DeFelice说,Arkema与OPM合作获得了PEKK的生产经验,并最终开发出了DuPont法。合作的成果使得Arkema成为了复合材料工业第二大PEKK生产商。
DeFelice介绍说,赫氏(Hexcel)也同样对OPM进行了投资。OPM公司开发了激光选区熔化法(SLM)制备碳纤维增强PEKK的增材制造技术,并获得了波音、诺斯洛普·格鲁门公司(Northrop Grumman)和其他航空航天企业的生产许可。这对已经成为OPM大股东的Hexcel公司极具吸引力。于是,2017年12月,Hexcel收购了OPM位于美国南温莎的空天防务业务。但OPM在此业务之外保留了3D打印PEKK技术,并作为其核心材料技术继续开发。
DeFelice断言:“所有PEKK都是不同的。Solvay和Arkema采用的是DuPont技术,属于高温合成,反应速度快,成本相对较低。但该方法也存在相当大的问题。”最初,熔化过程的稳定性和PEKK聚合物的纯度问题比较严重,一度曾对DuPont零部件的生产造成了困扰。随着时间的推移,DuPont法不断改进, 聚合物也有少许优化,零部件生产的一致性更好。例如,除了之前提到的增材制造技术,OPM还开发了PEKK的注射成型和膜应用技术。“但我们一直都能看到PEKK各种生产工艺的改进。现在回头看最早的几家开发企业,还有第三家,也就是后来被BASF收购并轻易放弃了PAEK的Raychem公司。Raychem的技术属于低温合成(LTS),其与高温合成HTS截然不同。”他还注意到,不同于生产片状聚合物需要进行研磨才能与溶剂混合,制备预浸料和3D打印材料,这种低温合成(LTS)技术能够生产具有可控外形的球形粉末。由于低温合成(LTS)技术是一种“冷”加工过程,这使得最终聚合物的分子重量和分子结构也更加可控。但是,该工艺过程速度较慢,生产成本相对略高。由于能够直接制备球形粉末,无需研磨,因此可以抵消较低的生产效率。
OPM公司采用低温合成技术开发的PEKK产品OXPEKK-LTS具有两大优点:过程可控和直接产出球形粉末。因为,再研磨过程中会碰到锯齿状聚合物,在后续的涂覆和预浸带制备过程中很难实现均匀的堆叠。而球形的OXPEKK-LTS可以使预浸带的制备精度更高。现在我们能够提高预浸带的性能,同时通过原位聚合(ISC)实现真正的非热压罐(OOA)制造,这在原来的带材尺寸精度下是不可能实现的。
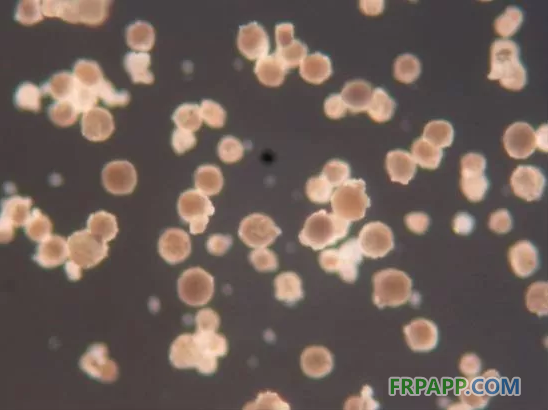
球形颗粒状的OXPEKK-LTS能够制造更加均一的热塑性预浸带,有助于通过一步法非热压罐原位固化法制造航空复合材料主结构部件。来源:OPM公司
那么,性能更优的预浸带能否与PEEK具有相仿的价格呢?DeFelice表示“空客及其供应商对主结构件用复合材料成本的讨论极为复杂,并不单纯与聚合物原料成本有关。原材料成本确实是总成本的一部分,但制造工艺和性能才是决定成本高低的关键因素。首先,PEKK的压缩强度远高于PEEK,这是PEKK的一个巨大优势。复合材料结构件的疲劳性能也更优,这意味着在相同性能指标条件下,可以采用更少的材料设计并制造更轻的部件。换句话讲,我们开发了一种获得更高比强度的方法。同时我们采用原位固化工艺,使得轻量化部件的生产能够通过一步法完成,而非两步法。”
OPM公司的研究并未停滞不前。DeFelice声称航空结构件中所有用于增强聚酮基复合材料预浸带的碳纤维都无需上浆处理。这一点非常关键,因为上浆剂会使纤维在后续的加工过程中发生移动,可以预测,这必将降低产品的一致性。迄今为止,热塑性聚芳醚酮(PAEK)航空复合材料主结构件使用的碳纤维均不进行上浆处理,因为现有的所有上浆剂都会对复合材料的力学性能产生负面影响。
“我们为OXPEKK LTS开发了一种专用的化学试剂,将PEKK浸入溶剂并将该试剂作为上浆剂使用,能够显著提高后续的加工速率和预浸带性能” DeFelice介绍说。这也为原位固化技术的应用奠定了基础。“现在就有一个采用该技术生产大型航空结构件的商业案例。”
对于较厚预浸带又如何呢?荷兰航空航天中心(NLR)称预浸带厚度可以达到0.25英寸(0.635厘米),其生产效率能够满足每月生产60-70架飞机的工艺节拍。但生产速率与工艺精度相悖,因此需要在相关因素间寻求平衡。球形聚合物颗粒预浸过程的物理机制已经被成功建立。对这些颗粒的有效控制有助于在生产大型非热压罐航空结构件的过程中达到成本与性能目标,同时,强大的工具支持也为该技术满足空客及其他企业的技术要求奠定了基础。
以往的开发经历使OPM工厂信心满满。DeFelice表示:“尚未有其他公司或个人开发出符合B基准值的航空航天用碳纤维增强PEKK复合材料3D打印技术,也没有人开发出具有生物兼容性和良好性能的头盖骨、脊椎骨及其他骨科植入物,并获得美国食品和药物管理局(FDA)的许可。”
OXPEKK LTS产品将于今年年底面世,并将于2019年初开始商业化。










 鲁ICP备2021047099号
鲁ICP备2021047099号