






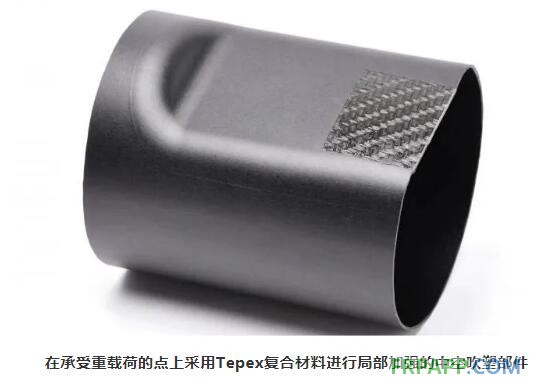
在一次可行性研究中,朗盛证明了由聚酰胺6制成的部件可以用吹塑成型工艺生产,同时还可以在承重点上采用Tepex复合材料进行局部加强。这项研究是由位于德国多马根的朗盛高性能材料业务单元在其技术中心的一台先进的吹塑成型机上完成的。
朗盛高性能材料业务单元专家Arthur Rieb解释说:“这些部件展示出卓越的附着力,这使得利用Tepex 强大的强度和刚性成为可能。”
这项工艺可被用于局部提高吹塑成型部件的力学性能,比如因冲击载荷或高压力而受到高机械应力的区域。Rieb解释说:“此外,这项技术还适用于生产吹塑结构部件,如车身加强用的空心型材。广泛使用Tepex是减重和减少材料用量的一个关键因素,因为这可以减小部件的基本壁厚。”
基于完全的热塑性塑料系统,这种中空部件很容易进行回收,这样就更容易建立闭环的材料循环。
吹塑成型步骤决定循环时间
在生产这种中空部件时,首先要挤出管状型坯,同时,将加热和塑化好的Tepex嵌件放入吹塑模具中。接着,在模内对型坯充气,Tepex部分也因此而成型。这样,就获得了一个拥有设计形状且局部得到Tepex加强的部件。
Riebs补充说:“由于Tepex的成型被集成到了吹塑成型过程中,因此,最终的结果是,整个过程只需要一个简短的步骤,是典型的周期短、经济效益高的吹塑成型工艺。
简化的工艺
以前,生产此类部件涉及到后续将二维或三维的Tepex嵌件焊接到吹塑成型的中空部件上。就二维情况而言,完成整个过程分为两个阶段;就三维情况而言,完成整个过程分为3个阶段,Tepex需要进行预成型。
朗盛高性能材料业务单元Tepex汽车集团轻量化设计专家Tilmann Sontag说:“因此,我们的工艺让事情变得更加简单。此外,织物增强材料使塑化的Tepex材料要比采用连续纤维单向增强带材更容易处理,这使得生产过程稳定而安全。”
完全固结的材料粘接
Tepex中的连续纤维得到了树脂的充分预浸渍,因此,吹塑过程中的压力足以使材料固化,这样就不会形成气穴。
Sontag说:“其结果是,在吹塑成型材料与Tepex之间,形成了优良的材料结合力。即使是在低吹塑压力条件下,也足以将Tepex成型为关键的三维形状。”
广泛的可吹塑成型的聚酰胺
朗盛高性能材料业务单元开发了基于聚酰胺6和聚酰胺66的、含有和不含有玻纤增强的广泛的高黏度配混料,这些材料也可被用于新的工艺或材料组合。比如,这些材料包括非常软的、耐冲击的产品,未增强的聚酰胺6配混料Durethan BC700HTS DUSXBL和Durethan BC550Z DUSXBL。此类材料非常适用于采用Tepex加强的容器或其他同样要求具有高抗冲击性和柔韧性的中空部件。相反,玻纤增强的产品类型是轻量化结构部件的首选材料。










 鲁ICP备2021047099号
鲁ICP备2021047099号