






1.1 非反应型拉挤工艺
1.1.1 熔体浸渍
浸渍方法一般是让均匀分散、预加张力的连续纤维束通过一连串轮系,使纤维在熔融树脂中充分浸渍。为提高浸透性,还通常加一定的压力,或混入低相对分子质量同种类的改性组份(或增塑剂)等。该工艺目前已比较成熟,具有浸渍时纤维不易缠绕,且能加工一切可以熔融流动的塑料材料的优点。
1.1.2 溶剂浸渍
该方法是选用一种合适的溶剂,也可以是几种溶剂配成的混合溶剂,将树脂完全溶解,制得低黏度的溶液,并以此浸渍纤维,然后将溶剂挥发、回收制得预浸料。该方法克服了热塑性树脂熔融黏度高的缺点,可以很好地浸渍纤维。该工艺也存在一些不足,如溶剂的蒸发和回收费用昂贵,且易污染环境;若溶剂清除不完全,在复合材料中常会形成气泡和孔隙。
所以采用该方法进行加工的复合材料,在使用过程中其耐溶剂性会有一些影响。
1.1.3 粉末浸渍
粉末浸渍制备技术是在硫化床中,通过静电作用将树脂细粉吸附于纤维束中纤维单丝的表面,然后加热使粉末熔结在纤维的表面,最后在成型过程中使纤维得以浸润。加工过程不受基体黏性的限制,高相对分子质量的聚合体可分布到纤维中。这种工艺纤维损伤少,聚合物无降解,具有成本低的潜在优势。适合于这种技术的树脂粉末直径以5~l 0 ìm 为宜。
1.1.4 混杂无捻粗纱法
该法是将热塑性树脂纺成纤维或薄膜带,然后根据含胶量的多少将一定比例的增强纤维和树脂纤维束紧密地合并成混纱,再通过一个高温密封浸渍区,将树脂纤维熔成基体。该法的优点是树脂含量易于控制,纤维能得到充分的浸润。
1.2 反应型拉挤工艺
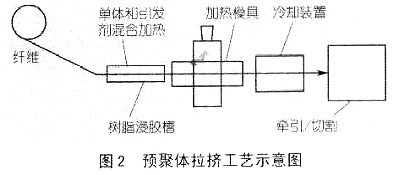
1.2.1 预聚体拉挤工艺
这种工艺所使用到的树脂是将单体和引发剂混合后再加热熔融,由于预聚体初始相对分子质量小、黏度低及流动性好,使得纤维与之一边浸润、一边反应,从而可达到理想的浸渍效果。这种工艺要求单体聚合速度快,反应需精确控制。该工艺适用于玻璃纤维、碳纤维、尼龙以及其他纤维增强的热塑性塑料的拉挤成型,树脂的适用范围较广。预聚体拉挤工艺流程如图2所示。
热塑性树脂基复合材料拉挤成型工艺的过程及特点
1.2.2 反应注射拉挤工艺
与通常的拉挤工艺相比,反应注射(RIM)拉挤工艺的特点在于:拉挤过程中是将树脂组份直接注入树脂浸渍腔或拉挤模具入口处与增强材料浸渍,然后通过加热的模具成型,它实际上是将拉挤工艺与(R I M )模塑工艺结合起来, 而形成的一种很有特色的工艺。
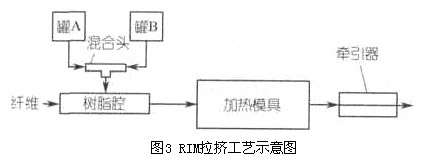
R IM 拉挤工艺过程中,树脂体系一般分成A、B两个组份,每一组份自身都不会反应。将树脂体系的A 、B两组份预热后经计量泵送入树脂混合单元,充分混合后直接导入树脂浸渍腔或模具入口处浸渍增强材料,其中增强材料也经过预热,这样就保证了树脂浸渍在高温的条件下进行,这时树脂体系的黏度极低,因而对纤维浸透性极好;树脂组份的混合和使用同时进行,也不存在树脂使用期的问题,由于树脂混合单元邻近模具入口处,因此有可能采用快速固化的或者在常温下呈固态的树脂体系 。
RIM 拉挤工艺如图3 所示。
热塑性树脂基复合材料拉挤成型工艺的过程及特点
1.2.3 原位拉挤工艺
这种拉挤工艺实际与R IM 工艺类似。不同的是,在线制备的树脂直接注入拉挤模具。










 鲁ICP备2021047099号
鲁ICP备2021047099号