






一、技能要求
能控制温度、压力、牵引速度等工艺参数,能按工艺文件合理布置纱架,能对纱、毡进行工艺布置。
能够根据不同产品的工艺要求合理调整工艺参数。
二、相关知识
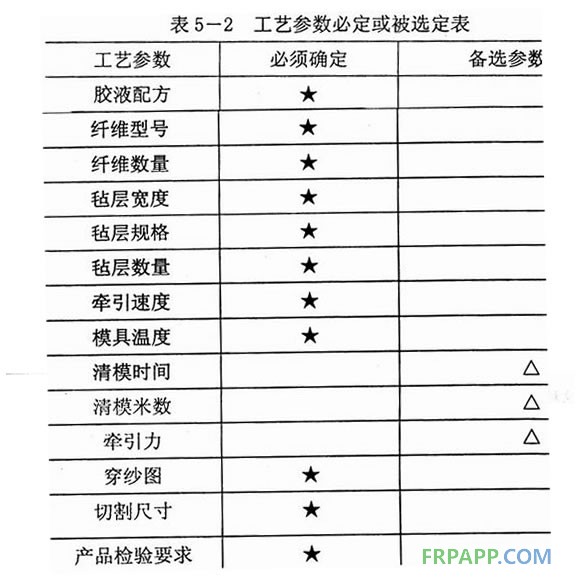
拉挤成型工艺,共有8道工序:纤维的引出、纤维浸渍、预成型、加热、固化、冷却、牵引和切割。在整个产品的生产过程中,并不是所有的工序都可以设置参数,这取决于操作者所用的设备的自动化程度。在下表中,列出了在产品生产之前,操作者必须定出的工艺参数,而打三角的参数则是备选的参数。
能控制温度、压力、牵引速度等工艺参数,能按工艺文件合理布置纱架,能对纱、毡进行工艺布置。
能够根据不同产品的工艺要求合理调整工艺参数。
二、相关知识
拉挤成型工艺,共有8道工序:纤维的引出、纤维浸渍、预成型、加热、固化、冷却、牵引和切割。在整个产品的生产过程中,并不是所有的工序都可以设置参数,这取决于操作者所用的设备的自动化程度。在下表中,列出了在产品生产之前,操作者必须定出的工艺参数,而打三角的参数则是备选的参数。
以上参数可在一定范围内进行调整,这些工艺参数,有些可以通过拉挤设备直接进行调整,例如模具的温度、牵引的速度等。但还有一些工艺参数,例如制品的牵引力、清模时间等,对于功能简单的设备,则无法直接进行调整,只能在必要的时候,采取辅助的措施进行调整。
(二)模具温度设置
1.技能要求
能根据工艺文件设定各加热区温度。
2.相关知识
模具温度设定。拉挤模具一般有三个加热区,它的温度控制与分布是拉挤工艺的关键工艺参数之一,三区温度不仅影响产品的表面质量而且严重影响产品的力学性能。若预热区温度太高,凝胶点前移,脱离点离模具末端太远,牵引力增加,可能发生局部粘膜,生产中掉沫严重,制品表面粗糙;但预热区温度太低,材料预热不充分,会造成脱模困难,牵引力增大,甚至堵模,工艺失败。凝胶区的温度也必须控制在适当的范围内,若该区温度太高,而且树脂固化反应时放出的大量热量可能致树脂基体因局部温度过高而裂解,使复合材料性能降低;若凝胶区温度太低,使树脂在凝胶区的固化反应不够充分,从而导致粘膜,牵引力增加,制品表面质量差。固化区的温度控制以使树脂在该区充分固化为原则。温度太低不能使树脂完全固化;温度太高,一是浪费能源,二是可能增大制品的内应力,影响制品的尺寸稳定性以及它的机械性能,甚至可能使使树脂基体裂解而影响制品性能。
(三)纱架与毡架工艺布置
纱架的合理布置,是确保生产顺利进行的重要条件之一。其做法,应依据产品工艺卡片的要求,从纱架上选取一定数量的纱团,从纱架上的小环里引出,注意不能有缠结、交又等现象,再依次穿过分纱板、压纱夹和预成板。在穿纱过程中,始终遵循“前后对齐、上下左右平行”的原则,使纱不管在哪一阶段,都应层次分明,没有交叉、缠结的现象。有些产品要加入毡,依据产品工艺卡片对毡的宽度要求,进行裁剪。纱束穿过预成型板后,用棉线或细的纤维束将纱集束捆在一起,由操作人员在模具出口用铜丝将其牵引过模具,并拽至牵引夹具。用胶带纸每隔一段距离将纱束缠上几圈,缠的过程中要把纱整体拉直,尽量不能出现松紧股,确保牵引夹具将纱束夹紧后,所有纱束能同时传递牵引力。
在实际生产过程中,纱团经常会出现纱结、乱纱等现象,对于这些现象要及时发现及时解决,不能让其进入压纱夹、预成型板,以免造成堵纱、断纱,严重时会使生产中断。较小的纱结可以将其解开即可,大的纱结可以将纱结、乱纱剪断,再用棉线结上或采用编辫子的方式编上。对于强度要求较为严格的产品,纱结的存在会严重影响强度,接纱时可以先将其编上,等编的接头快走到模具入口前时,把编的纱解开,纱头包裹在行进的纱束里,用镊子夹住,直到接头进入模具。如不将其展开,被编的那段纱不易被树脂浸透,会造成局部层间粘接强度下降,同时由于局部含纱量增加,在工作弯曲受力时会造成局部受力不均,产品易出现表面起毛、开裂、断裂等现象。
在换毡时,先把接头对齐,采用对接的方式,用针线将前后毡缝在一起,在接头进入模具时要用镊子将其理顺,以防接头在入模口处堵塞。也可等前段毡快进入模具时,将后段毡的接头夹在前段毡与纱之间,用镊子将接头压住,直至所接毡能自动跟着纱同步向前走。










 鲁ICP备2021047099号
鲁ICP备2021047099号