






一、树脂基复合材料在国外民用航空发动机的应用状况
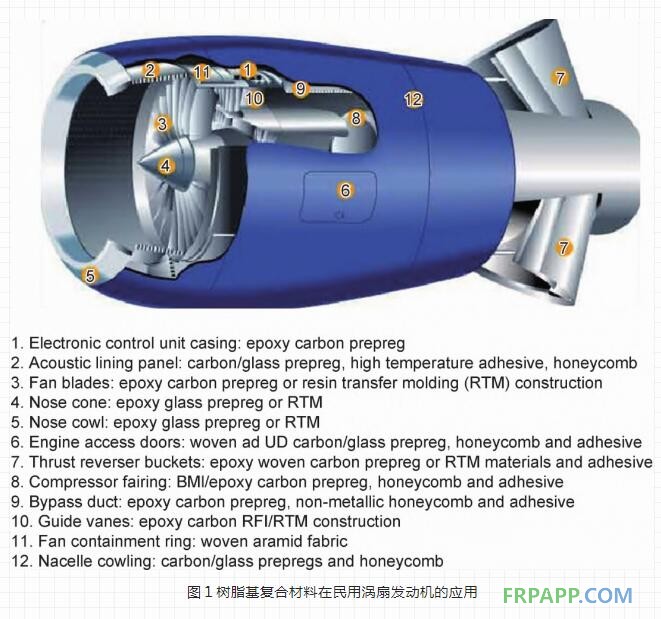
近些年美国通用电气公司、美国普拉特·惠特尼公司、英国罗尔斯·罗伊斯公司等在树脂基复合材料发动机部件应用方面取得了较大进展。以普·惠公司为例,1970年首先在JT9D发动机上使用玻璃纤维/环氧树脂复合材料制备了风扇整流锥。为了进一步减重,1981年采用芳纶纤维/环氧树脂复合材料制备了JT9D-TR4发动机整流锥。之后树脂基复合材料被大量应用于普·惠发动机上,如PW4084发动机树脂传递模塑工艺制备的碳纤维/环氧树脂风扇叶片垫块、PW4168发动机双马树脂复合材料整流罩和碳纤维/环氧树脂复合材料反推力装置等短舱部件。图1列出了目前国外民用涡扇发动机树脂基复合材料应用部位、材料体系及制备工艺。图中1~12依次为涡扇发动机电控单元匣、进气道消声衬板、风扇叶片、进气整流锥、进气整流罩、发动机检视门、反推力装置、压气机整流罩、外涵道、出口导流叶片、风扇机匣、发动机短舱等部件。以下将对国外民用航空发动机典型树脂基复合材料部件应用发展状况进行详细分析。

1.1 风 扇 叶 片
20世纪70年代,罗·罗公司最早尝试将碳纤维树脂基复合材料应用于RB211发动机风扇叶片。但由于所使用复合材料基体韧性较低,最终未能通过风扇叶片鸟撞测试,导致该型发动机沿用了传统钛合金风扇叶片。
随着低质量、高进气效率、大涵道比航空发动机的研发及树脂基复合材料性能的提高,20世纪90年代通用电气公司选取美国赫氏公司HexPly 8551-7韧性环氧树脂为基体,IM7碳纤维为增强纤维,采用单向预浸料模压工艺制备GE90发动机进气风扇叶片。叶片表面涂覆聚氨酯防腐涂层提高叶片抗腐蚀性能。叶片前缘使用美国3M公司AF191胶黏剂粘接钛合金薄片增强叶片抗冲击性能。叶片根部具有自润滑特氟龙耐磨层(图2(a))。此后通用电气公司GEnx和GE9X型发动机均采用树脂基复合材料风扇叶片。
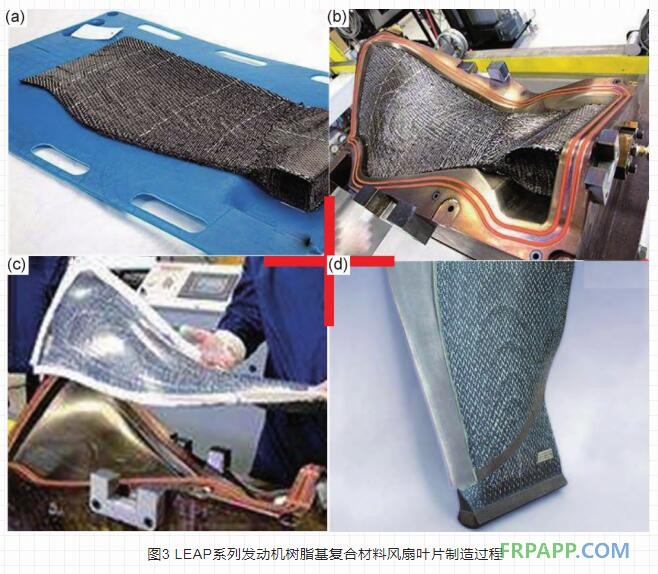
在适用于单通道客机的中小推力发动机方面,传统CFM56系列发动机采用钛合金风扇叶片及合金钢金属机匣。为进一步减轻发动机质量,降低燃油消耗,美国通用电气和法国赛风集团旗下斯奈克玛公司合资成立的CFM国际公司开发了LEAP系列发动机。LEAP系列发动机风扇叶片采用3D整体编织技术制备了具有三维交织结构且近似零尺寸误差的纤维预成型体(图2(b))。通过树脂传递模塑工艺灌注树脂实现纤维浸润和树脂固化(图3)。其中纤维三维编织结构可有效提高叶片抗冲击性能。
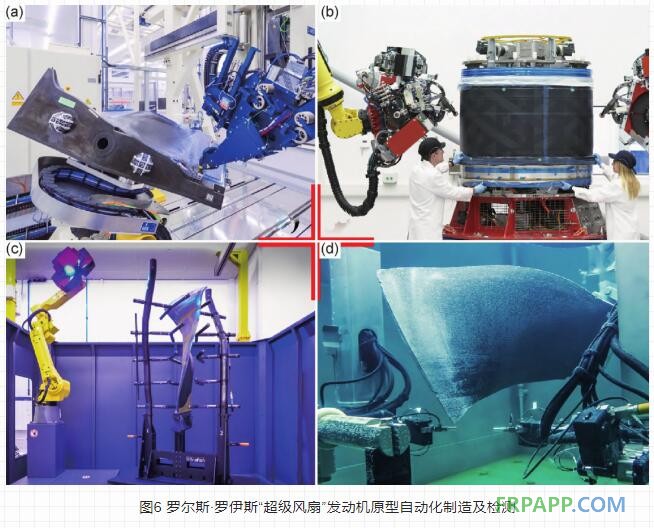
2020年1月上旬,罗·罗公司在英国布里斯托开始了名为“超级风扇”的发动机原型机制造。该发动机采用全树脂基复合材料风扇叶片和机匣。风扇叶片由碳纤维/韧性树脂预浸料铺贴固化而成。叶片前缘采用与GE90风扇叶片相似的钛合金包边,起抗腐蚀和异物冲击作用。罗·罗公司预计该型发动机装机服役后,可实现飞机整体减重700kg,相比第一代遄达系列发动机更为省油,降低至少25%的二氧化碳排放。
1.2 风 扇 机 匣
发动机运转过程中叶片因遭受撞击或疲劳断裂时,风扇机匣对脱落叶片起包容作用,避免其对飞机其他部分造成损害。因而风扇机匣是维系飞机服役安全可靠的重要部件。
早期涡扇发动机风扇叶片多为钛合金材质,一旦脱落对风扇机匣的冲击能量较大。风扇机匣多采用铝合金、钛合金或高强度合金钢制造,以增加结构厚度提高包容效果,称为硬包容。之后研发出以环形金属机匣壳体为内衬,外部依次缠绕若干圈芳纶纤维编织条带为保护层的复合结构机匣,依靠芳纶纤维层易于发生大变形吸能的特点捕获碎片,故而称为软包容。
由于发动机风扇涵道比日趋增大,风扇部分在发动机总重中占比变大,高性能轻量化的要求越发迫切。伴随着GE90系列发动机复合材料风扇叶片的成熟使用,在后续GEnx型发动机上GE公司研发了全复合材料风扇机匣。该机匣采用自动化二维三轴编织技术将日本东丽公司TORAYC T700碳纤维按0°及±60°三个方向编织成厚度为7.62mm纤维预成型体。利用树脂传递模塑工艺灌注CYCOM PR520环氧树脂比利时索尔维集团旗下氰特公司产品固化成型。法国赛风集团旗下斯奈克玛公司也采用了增强纤维3D编织技术及树脂传递模塑工艺制备了LEAP系列发动机复合材料风扇机匣。
1.3 声 衬
进气风扇噪声已成为现代大涵道比航空发动机噪声的主要来源。在进气道内铺设声衬是航空发动机消声降噪的重要方式之一。声衬所具有的穿孔板蜂窝结构可视为数个并联的亥姆霍兹共振结构。当其共振频率与噪声频率匹配时起到消声效果。传统单自由度声衬噪声吸收频带较窄,多自由度声衬虽能拓宽吸声频带,但也存在加工工艺复杂、尺寸较大、结构增重较多的问题。
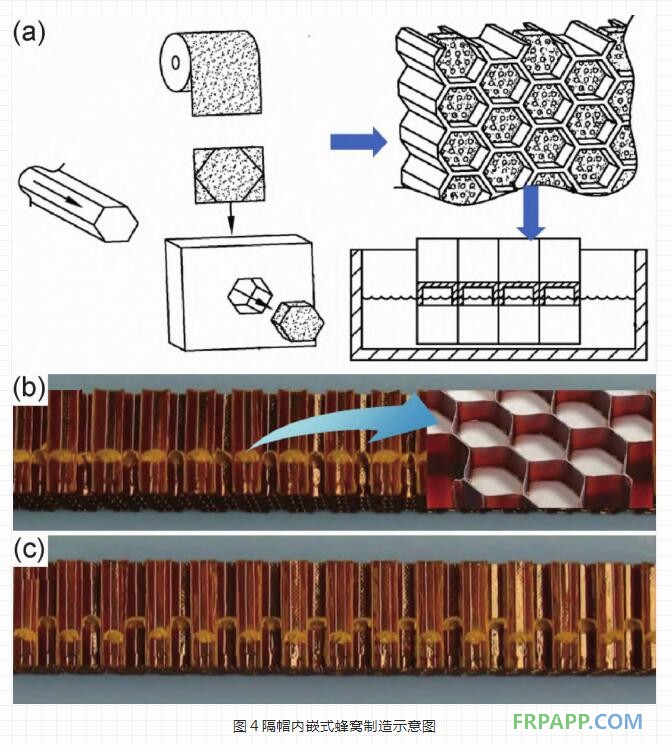
基于以上问题,赫氏公司开发了商品名为Acousti-Cap的隔帽内嵌式蜂窝,如图4所示。由表面穿孔柔性材料(如聚醚醚酮,PEEK)折叠成隔帽形状嵌入蜂窝腔中胶粘定位,从而起到双自由度声衬中声学隔膜的作用。蜂窝声阻抗特性可以由以下几个因素调节:(a)蜂窝腔中隔帽数量;(b)蜂窝腔中隔帽位置;(c)不同种类声阻抗特性隔帽。相比传统多自由度声衬,采用该种蜂窝制备声衬厚度较薄、所需安装空间小、声衬整体结构强度较高。目前此蜂窝已用于通用电气、罗·罗、CFM国际等公司生产的多型航空发动机,不仅减轻了质量而且实现了多达30%的噪声衰减。
1.4 衬 套
传统树脂基复合材料基体耐温性能较低,通常应用于航空发动机冷端结构及外部覆盖件。以聚酰亚胺树脂为代表的耐高温树脂基体研发使树脂基复合材料用于航空发动机近热端部件成为可能。聚酰亚胺衬套是树脂基复合材料在压气机等耐温要求较高部位的典型应用之一。衬套用聚酰亚胺复合材料不仅满足长期工作温度280℃左右,短时经受400℃以上的耐温要求,同时具有良好的热尺寸稳定性、自润滑性、低摩擦系数、优异的耐磨损性能和力学性能。美国杜邦公司(USA,DuPont Company)开发了Vespel系列聚酰亚胺复合材料,其中包括石墨填充聚酰亚胺复合材料(如Vespel SP-21,SP-22等)及碳纤维织物增强聚酰亚胺复合材料(如Vespel CP- 8000,CP-0664等)。该系列聚酰亚胺复合材料已应用于罗·罗公司BR710型、普·惠公司PW6000系列等多型航空发动机压气机可调静子叶片衬套。
二、树脂基复合材料在民用航空发动机的应用优势
2.1 有利于航空发动机结构优化
现代涡扇发动机风扇叶片运转时可能承受约100t离心载荷。离心载荷随风扇直径、旋转速度和叶片质量的增加而增大。使用树脂基复合材料降低风扇叶片质量可以增加风扇叶片尺寸及转速的设计裕度。基于复合材料优异的可设计性,复合材料风扇叶片具有S形后掠宽弦的高效气动外形,因而使用较少的叶片数量仍有较高的进气效率。同时相比钛合金中空结构风扇叶片,可实现10%~15%的减重。
随着复合材料风扇叶片设计水平的进步和材料性能的提升,经过GE90,GEnx,GE9X数个代次发展,GE公司发动机复合材料风扇叶片呈现数目降低、厚度变薄、性能更强的趋势。GE90,GEnx,GE9X三型发动机分别有22,18,16片复合材料风扇叶片。其中最新型GE9X发动机风扇叶片采用刚度更高的碳纤维作为增强体,可使风扇叶片长度更长、厚度更薄,进气效率更高。此外该叶片使用抗冲击性能更为优异的合金钢替代了GE90、GEnx发动机风扇叶片的钛合金前缘包边,后缘为特殊结构的玻璃纤维复合材料,通过叶片前后缘局部加强措施风扇叶片抗冲击性能进一步提升,可使叶片整体厚度更薄。因此尽管GE9X风扇直径达3.4m,但发动机风扇更轻、转速更快、气动效率更高,综合性能更为优异。复合材料风扇叶片的应用促使碳纤维织物/环氧树脂复合材料包容机匣的产生。全复合材料包容机匣不仅质量轻,而且兼具较高的结构刚度和较好的弹性变形,可实现对复合材料叶片的良好包容。
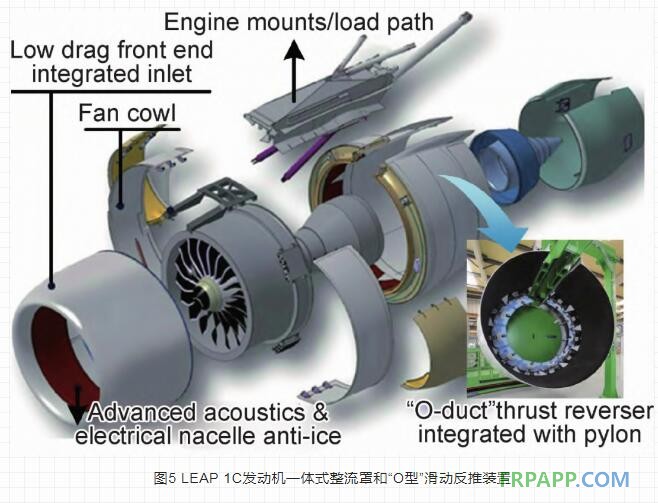
材料和结构同时成型是树脂基复合材料区别于金属材料的特点之一。这为航空发动机大型复杂部件的整体化设计、一体化制造提供了可能。美国奈赛公司摒弃了传统的分离式子系统设计理念,在中国商飞公司C919大型客机装备的LEAP-1C发动机上开发了集成式推进系统。其中包括一体式复合材料进气整流罩和整体复合材料“O型”滑动反推装置(图5)。此外变传统发动机进气道拼接式声衬为环形无拼接式声衬也是复合材料整体成型工艺应用的典型案例。
2.2 有利于提高航空发动机经济性
减轻发动机质量是航空发动机提高燃油效率和推重比的重要途径。树脂基复合材料质轻高强,应用于风扇叶片、包容机匣等部件有效降低了发动机结构质量。例如CFM56-7B发动机24片钛合金风扇叶片总质量118kg,而LEAP系列发动机18片复合材料风扇叶片总质量仅76kg。相比同尺寸金属材质叶片和机匣,使用树脂基复合材料制备可实现整体减重455kg。
采用复合材料共固化、共胶接等整体成型技术制备大型复杂结构件,一方面可以通过结构优化提升发动机性能,另一方面可减少子部件数目,降低因部件装配连接引起结构增重及性能损失。与传统发动机多块式拼接铝合金唇口及进气道相比,LEAP-1C发动机一体式无缝复合材料进气整流罩,可避免流场不连续性造成的进气效率降低。整体化复合材料“O型”滑动反推装置替代典型两片式“D型”门设计,不仅提高了反推效率,而且实现了原有笨重液压驱动系统到先进电控驱动系统的转变,解决了“D型”门联锁机构需持续性维护的问题。总的来看,集成式推进系统增强了发动机的空气动力学性能,通过结构优化整合减少发动机质量、降低燃油消耗、可靠性更高、更易于维护,这些都将有效提高发动机的经济性,降低飞机运营成本。
从制造及检测的机械化自动化角度看,现阶段机械自动化预浸料裁剪、激光定位铺覆及纤维三维预成型体编织技术已得到较为成熟的应用。近期在罗·罗公司“超级风扇”发动机原型机制造计划中,复合材料风扇叶片和机匣分别采用了自动铺丝(图6(a))及自动铺带工艺(图6(b))制造。而三维激光测量技术(图6(c))和水下超声探伤技术(图6(d))也应用于风扇叶片叶形、尺寸测量和内部缺陷探测等检验过程中。机械自动化水平的提高,不仅提升了工作效率,保证了复合材料部件制造检测过程的标准化、准确化,同时降低了废品率和人工费用,有利于缩减航空发动机制造成本。
复合材料优异的抗疲劳耐久性能可显著降低服役过程中部件的修理维护成本。数据显示已装机使用的GE90复合材料风扇叶片在总计750万个飞行小时里无须专门检查和现场特别维护。尽管在服役期间经历了多达100次的鸟撞冲击,但仅有三片复合材料叶片需彻底更换,显示出良好的可靠性和经济性。此外复合材料风扇叶片叶根处具有自润滑特氟龙耐磨层,当叶片装入燕尾槽后无需加入润滑剂,免去了定期润滑维护成本。
2.3 有利于提高航空发动机环保性
在当今世界环保要求日益提高的要求下,航空发动机尾气排放及噪声级别已成为各航空发动机制造商关注的重点。树脂基复合材料可有效减轻发动机结构质量、减少燃油消耗、降低航空发动机尾气排放量,有利于提高其环保性。相比CFM56系列发动机,应用大量复合材料部件的LEAP系列发动机燃油消耗及二氧化碳排放量减少了15%,氮氧化物排放量减少了60%。
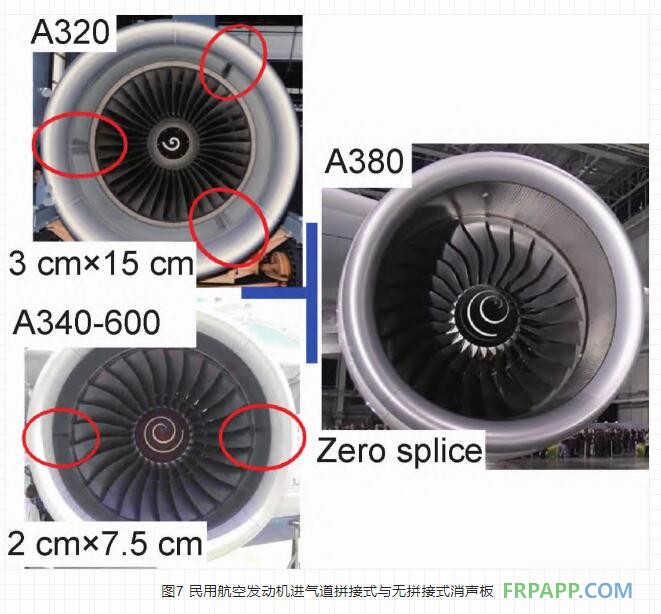
发动机噪声是飞机噪声的主要来源。随着涡扇发动机涵道比增大,进气风扇噪声在发动机噪声中占比逐渐增加。传统进气道消声板为拼接分片式设计,拼接造成进气道壁面声阻抗不连续,削弱了消声效果。如图7所示,欧洲空中客车公司早期A320飞机发动机进气道声衬拼缝为3片15cm,之后A340 600飞机发动机为2片7.5cm宽。采用树脂基复合材料整体成型工艺后,A380飞机发动机为环形无拼接声衬。
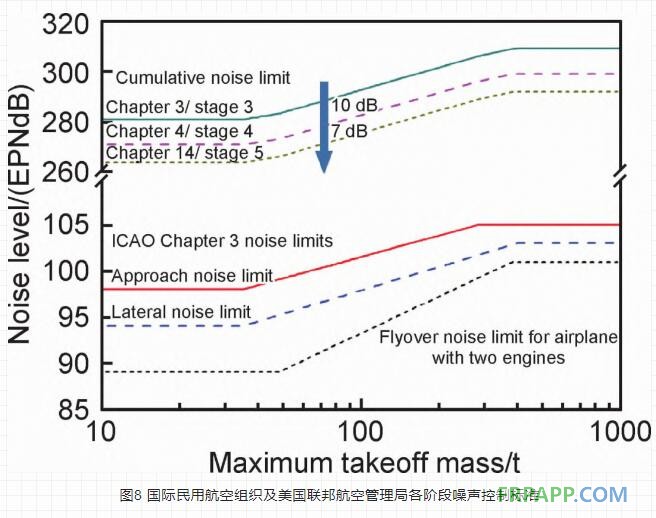
国际民用航空组织于1972年首次在国际民用航空公约附件16第二章对飞行器噪声控制提出要求,称之为第二章噪声控制标准。在1977年实施第三章噪声控制标准,该标准中对不同起飞质量飞行器飞越、横侧、进近及上述三者累积噪声均提出了要求。之后ICAO分别提出了要求更为严格的第四章和第十四章噪声控制标准,其累积噪声比第三章噪声分别低了10dB和17dB。而美国联邦航空管理局依据ICAO各章噪声标准分别定义了第二、三、四、五阶段噪声控制标准(Stage2/3/4/5)(如图8所示)。
受益于复合材料进气道无拼接声衬及进气风扇叶片高效率低噪声设计,GE9X发动机运转噪声低于第五阶段噪声要求且有8dB裕量。此外欧洲航空安全局对安装LEAP-1A发动机的空客A321neo飞机开展了飞行噪声测试。数据显示A321neo飞机飞越、横侧及进近噪声分别为83.3,88.3dB和94.7dB,均低于装配CFM56发动机的空客A321飞机,满足第四阶段噪声控制要求。
三、树脂基复合材料民用航空发动机应用的新趋势
3.1 微纳材料混杂技术
航空发动机短舱、风扇叶片等在检修维护及服役过程中易受到不同速度的异物冲击而产生内部层间分层乃至贯穿性失效破坏。目前通常采用纤维增强体3D编织或缝合技术,在复合材料厚度方向引入编织或缝合纤维提高复合材料层间断裂韧性和抗冲击性能。然而3D纤维增强结构较高的制造成本,加工过程中纤维损伤引起面内性能下降也是制约其广泛应用的重要问题。相比于传统金属材料,复合材料导电性较弱,发动机部件在经受闪电冲击时易产生结构破坏危及飞行安全。基于以上两点,通过多尺度微纳颗粒混杂技术提高树脂基复合材料层间断裂韧性及导电性能,实现结构功能一体化部件研发应用引起了众多学者的关注。
目前使用较多的纳米填料有碳纳米管(CNT)、石墨烯、氧化石墨、炭黑、纳米纤维等。Bhanuprakash等在环氧树脂基体中加入改性氧化石墨纳米填料后,玻璃纤维/环氧复合材料Ⅰ,Ⅱ型层间断裂韧性均有大幅度提高。这与该填料加入碳纤维织物环氧复合材料所得结论一致。Srivastava等将3%(质量分数,下同)CNT、石墨烯和炭黑颗粒分别加入碳纤维环氧树脂复合材料中,结果显示加入石墨烯和CNT的试样分别在Ⅰ,Ⅱ型层间断裂韧性有最大值。尽管将纳米填料直接混入树脂基体的方法简单方便,但纳米填料添加量较高时树脂黏度增大,造成工艺实施困难,纳米填料团聚引起树脂浸渍不良易在制件内部产生缺陷。因此研究者通过在层间引入纳米纤维布或具有高纳米填料含量的树脂膜或粉等方式改善复合材料层间断裂韧性。Shin等将最高9%CNT混入树脂,以含纳米管树脂膜的形式引入单向和织物碳纤维层板中。结果表明两种层板的Ⅱ型层间断裂韧性均先上升后下降,在CNT质量分数为3%时有最大值。作者认为CNT桥连效应对裂纹扩展起阻滞作用,提高了Ⅱ型层间断裂韧性。Abidin等通过在碳纤维复合材料铺层间添加含碳纳米管的树脂粉末,复合材料Ⅰ型层间断裂韧性有较大幅度改善。Ou等在碳纤维/环氧树脂复合材料界面间插入低密度碳纳米管纱,其Ⅰ型层间断裂韧性提高了60%。
此外,聚砜、聚苯乙烯、尼龙66、聚丙烯腈、聚乙烯醇缩丁醛、聚氨酯等聚合物材料可通过静电纺丝制备成纳米纤维布插入复合材料层间改善纤维增强树脂基复合材料Ⅰ,Ⅱ型层间断裂韧性。研究发现聚苯乙烯纳米纤维布不仅能提高复合材料层板层间断裂韧性同时对层板面内性能也有增强作用。而层间引入尼龙66导致复合材料层板厚略有增加,拉伸强度稍有下降。聚砜纳米纤维布在复合材料层板固化升温后与环氧树脂混溶,冷却后以微球形式发生相分离,其与环氧树脂基体粘接较弱导致复合材料层板弯曲强度和模量下降。为解决以上问题,采用聚砜/碳纳米管、聚丙烯腈/氧化铝、聚丙烯腈/碳纳米管]等不同纳米填料混合使用可避免单一纳米纤维布对面内性能的负面作用。Handschuh等在复合材料叶片前缘预浸料铺层中插入热塑性聚氨酯纳米布以改善复合材料韧性提高叶片抗冲击性能。结果表明经增韧处理后,复合材料叶片未发生目视可见的分层等表观破坏,而未经增韧处理的叶片分层及断裂破坏严重。
采用导电率较好的纳米填料“生长”或覆盖于纤维表面不仅能够提高复合材料层间断裂韧性,同时可有效改善复合材料结构的导电性能。Bhanuprakash等将氧化石墨烯及改性氧化石墨烯分别覆盖于碳纤维表面,其制备的环氧树脂复合材料Ⅰ型层间断裂韧性及导电性均有不同程度提高。Pozegic等研究表明通过在碳纤维表面生长CNT,碳纤维环氧树脂复合材料在面内方向导电率提高了330%。因层间厚度方向上形成了导电渗流通道,厚度方向导电率提高更为明显(达550%),这与文献中复合材料厚度方向导电性能显著提升的结果一致。Duongthipthewa等在生长有碳纳米管的碳纤维表面施加石墨烯后,碳纤维/环氧树脂复合材料面内和厚度方向导电率分别提高了300%和190%,冲击性能提高了71%。针对不同树脂基体,Russello等采用表面生长有碳纳米管的碳纤维织物分别制备了热固性环氧树脂和热塑性聚丙烯树脂薄层复合材料,结果显示后者导电性能提高幅度更大。
3.2 3D打印技术
3D打印,又称增材制造,是目前材料制造工艺发展的热点方向之一。传统制造方法通过车铣刨磨等“减法”工艺过程实现由原材料坯体到部件的制备。3D打印则采用逐层累积的“加法”工艺过程自下而上制造出部件。依照增材制材料状态及成型方式可分为光固化立体成形、熔融沉积成型、激光选区烧结、分层实体制造等。相比较传统制造工艺,增材制造可实现小批量定制化复杂部件的快速精确成形、减少原材料浪费、节约模具和人工成本、简化制造工序缩短制造周期。
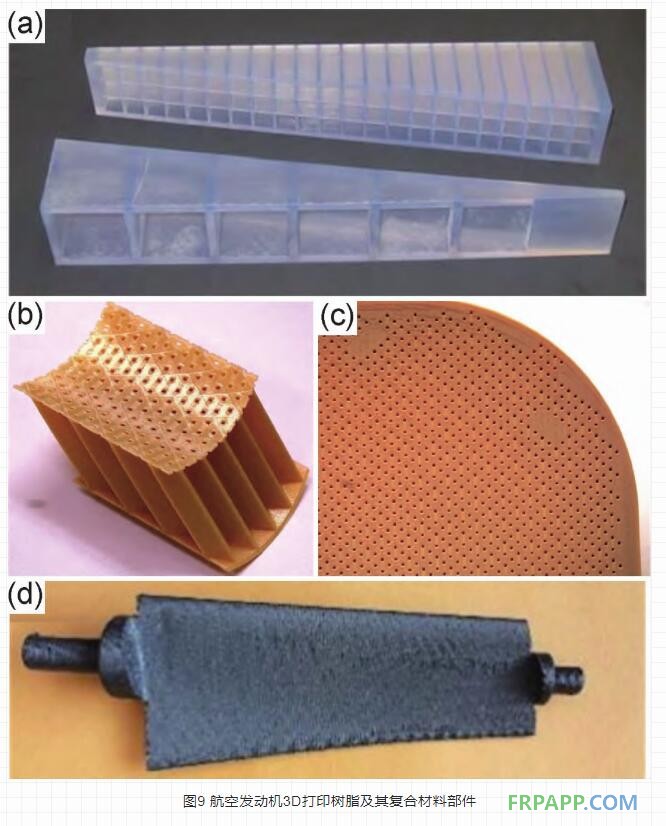
目前3D打印技术在航空航天领域应用呈逐年上升趋势。3D打印技术制备的航空发动机部件主要有燃油喷嘴、涡轮叶片等金属部件。近些年在3D打印树脂及其复合材料方向也开展了初步的研究工作。美国国家航空航天局兰利研究中心采用光固化立体成形技术制造了纯树脂材质变厚度声衬模型件,并使用掠流阻抗管验证了变厚度声衬的消声特性(图9(a))。格伦研究中心选取Stratasys公司Ultem9085树脂体系,采用熔融沉积法制备了声衬和穿孔发动机检视门(图9(b),(c))。风洞实验表明该工艺制造的声衬与传统蜂窝芯/穿孔面板声衬相比具有相似的吸声性能。为提高制件力学性能该中心将10%短切AS4碳纤维加入Ultem1000树脂体系,使用熔融沉积法制备了压气机入口导流叶片(图9(d))。研究发现相比未添加短切碳纤维树脂体系,添加后拉伸强度和模量分别提高了23%和38%,但制件孔隙率达25%,脆性较大。这是由于碳纤维填充Ultem1000树脂体系后,在420℃时熔体黏度才能满足工艺要求。高温会使树脂体系中低分子量水汽等挥发性组分及挤出过程中卷裹的气体膨胀,从而导致出口导向叶片孔隙率较高。作者认为通过控制Ultem1000树脂体系分子量分布,使其在较低温度下具有合适的工艺操作,黏度可在一定程度上降低制件孔隙率。
此外Impossible Objects公司所研发的碳纤维/聚醚醚酮树脂体系可耐250℃高温。其制件性能为传统铝合金的三分之二,但质量仅为铝合金的1/2,可用于航空机部件3D打印工艺。
3.3 超材料技术
超材料这一概念首先由电磁学领域学者所提出,其定义为周期性或非周期性人造微结构单元排列而成的复合材料。这类材料可呈现天然材料所不具备的超常物理特性。近些年超材料在声学领域研究得到了越来越多的重视,通过特殊细观结构设计可实现噪声捕获和衰减,这为未来航空发动机声衬设计提供了新的思路。
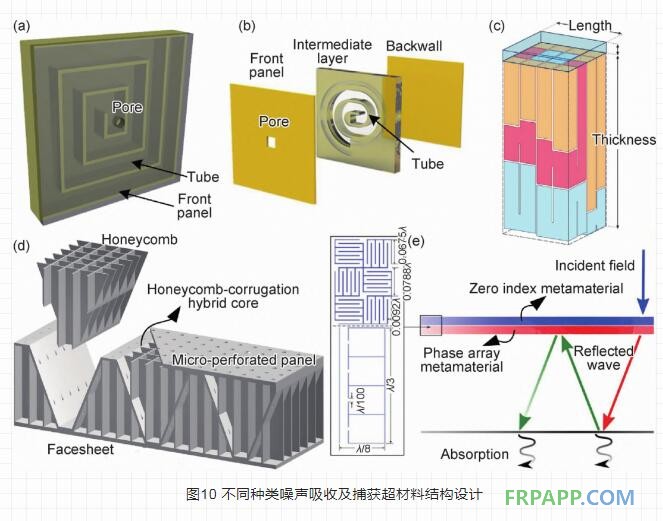
当噪声频率较低时,穿孔板蜂窝式声衬需增加结构厚度满足消声需求,而航空发动机内部有限的声衬安装空间制约了传统声衬在航空发动机低频噪声消减方面的性能。超材料独特的结构可设计性有助于解决这一矛盾。Li等和Chen等分别设计了两种空间螺旋结构,配合微穿孔面板,可以有效降低结构厚度,扩大低频噪声吸收范围(图10(a),(b))。Yang等通过弯曲、回折式声腔形式实现了结构厚度、吸收频域和低频吸收能力三者之间的平衡(图10(c))。Tang等通过在传统蜂窝式声衬结构中引入斜向微孔隔板的超材料形式,满足了随机入射声波宽频高效吸收的要求(图10(d))。Jiang等提出了由不同深度亥姆霍兹共振器与近似零折射率声学超材料构成的单向超表面概念。当声波进入该结构后即被“捕获”,并在连续反射与吸收中达到能量弥散(图10(e))。将单向超表面置于航空发动机声衬与短舱内表面之间,可以将噪声在空间上限制于声衬作用区域,进而起到协同作用,促进噪声吸收。复杂且精细的结构是超材料发挥其性能的关键因素,而传统材料加工工艺难于加工制造。目前已有研究者采用3D打印凯夫拉纤维/热塑性树脂制备了与文献相似的波纹芯夹层结构。因此结合3D打印等新工艺技术及树脂基复合材料轻质高强的特点,为新型超材料声衬的研发应用带来了可能。
四、树脂基复合材料在民用涡扇发动机应用的启示
4.1 先进结构设计是航空发动机树脂基复合材料应用的先导
复合材料各向异性的特点不仅给航空发动机复合材料部件设计带来丰富选择也带来了巨大的挑战。以复合材料风扇叶片为例,在设计过程中需考虑气动性能以及服役过程中高转速下异物冲击、结构疲劳等问题。因而基于复合材料结构力学、空气动力学、失效分析等多学科交叉融合,形成制件内部细观结构控制,整体外形尺寸精度把握、协调结构与气动性能的多角度综合设计理念尤为重要。3D打印新工艺和超材料新结构的出现,给航空发动机复合材料构件设计提供了新的方向。应充分发挥新工艺、新结构的特点,拓展设计理念,优化复杂构件设计思路。此外,在制件结构设计时,也应注意遴选材料体系的技术成熟度及制件成型工艺的可达性、高效性。实现“设计-材料-制造”一体化统筹规划,发挥结构设计的先导作用。
4.2 高性能原材料是航空发动机树脂基复合材料应用的基础
先进增强材料及树脂体系的不断进步是推动树脂基复合材料在航空发动机应用的重要基础。从增强纤维来看,航空发动机部件用增强纤维经历了由传统玻璃纤维到高性能碳纤维、芳纶纤维的转变。从树脂体系看,对环氧树脂、双马树脂和聚酰亚胺树脂等高性能化的要求也日益提高。现阶段树脂基复合材料在航空发动机风扇叶片等高速旋转部件及内部偏高温部位的应用趋势促使发动机用树脂体系向高韧性化和高耐温性方向发展。在挖掘纤维、树脂本体性能潜力的同时,研发以微纳材料为代表的第三相功能性组分,实现复合材料力学性能强化与功能特性拓展的平衡统一。从3D打印技术看,适用于不同3D打印工艺的成熟材料体系较少。因此实现3D打印材料体系的规范化、标准化开发验证,保证原材料性能水平先进性和成熟性对3D打印航空发动机树脂基复合材料部件发展应用具有重要意义。
4.3 高效低成本制造是航空发动机树脂基复合材料应用的关键
高效低成本制造技术是保证航空发动机用复合材料构件稳定批量化应用的关键。例如复合材料风扇叶片尺寸和形状的精确性对发动机进气效率、叶片运转气动稳定性都具有至关重要的影响。目前复合材料叶片生产所采用的预浸料自动裁剪、激光定位铺覆技术、纤维预成型体3D编织技术不仅保证了叶片尺寸的准确性,而且大大减少了后续修边等工序,节省了人力、物力的支出。机械自动化已成为树脂基复合材料成型工艺发展水平的重要标志。因此,需依据航空发动机用树脂基复合材料制件精确化、高效化生产的要求,融合材料、机械、控制等不同学科,积极开展自动化设备的研制和应用工作,实现多方向交叉,不同专业促进共赢,推动树脂基复合材料自动化制造。此外,针对小批量复杂结构件,采用3D打印技术无需模具工装制造,可减少原材料浪费,避免模具工装制造、原材储备等环节大量资金投入。因而有利于降低航空发动机部件高昂的制造成本。
4.4 高可靠验证评价是航空发动机树脂基复合材料应用的保障
航空发动机用树脂基复合材料制件服役过程中会经受湿热老化、疲劳振颤、异物冲击等苛刻的工作条件。国外航空发动机复合材料风扇叶片经历了疲劳测试、除冰系统测试、喘振和旋转失速裕度测试、吞鸟测试等实验认证。复合材料机匣包容效果评测也需通过平板打靶、全尺寸包容性实验等实验考核。需要指出的是,复合材料制件在成型质量评价和失效模式分析方面与传统金属材料存在不同,不能完全照搬原有金属材料制件的评价标准。需通过材料级、元件级、制件级实验数据积累及实际服役工况状态采集,建立健全航空发动机用树脂基合材料验证数据库和相应评价机制,推动树脂基复合材料在航空发动机的应用。
经过数10年的发展,树脂基复合材料在民用涡扇发动机上得到了广泛的应用。树脂基复合材料不仅降低了航空发动机结构质量,在发动机可靠性、经济性和环保性方面也起到了积极的推动作用。其用量已成为衡量航空发动机先进性的重要标志。国外在航空发动机复合材料应用方面已经积累了大量实验数据和服役经验,在多型航空发动机上已获得较为成熟的应用。相比而言,我国在民用航空发动机树脂基复合材料部件研发应用方面还存在一定差距。需要从结构设计、原材料、制造工艺、验证评价等诸多方面进行赶超。相信随着国内树脂基复合材料技术的日益进步,我国树脂基复合材料在民用涡扇发动机的应用必将迎来突破性发展。










 鲁ICP备2021047099号
鲁ICP备2021047099号