






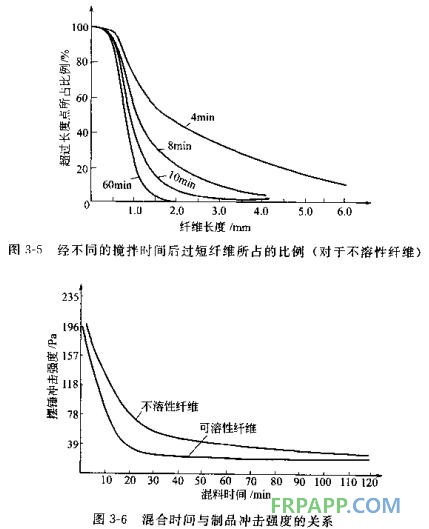
图3-5是经不同搅拌时间后产生的过短纤维所占比例(对于不溶性纤维),拉伸强度随搅拌时间的延长反而会明显下降。由此可见纤维的降级大部分是发生在开始混合搅拌的10min内,而这恰好是常用的搅拌时间,而时间过短时又难于将其搅拌均匀。混合时间与制品冲击强度的关系如图3-6所示。
(6)混合装置的影响 在以批混法配制玻璃纤维预混料时,普遍使用的是“桨叶”或“转子”式的混合器,它能使每批混合料的各组分产生强烈的混合作用。适当控制桨叶(转子)的转速,可以获得混合均匀而增强材料的集束性又不受破坏的混合效果。
(7)加料顺序 混合时各组分的加人次序和每次加料后的混合时间都非常重要。加料不能太快,以免混合不均匀;也不能太慢,以免引起纤维束和材料的破坏,从而降低材料的强度。混合也不能过早地停止,以免在混合物中存在未浸润的纤维,从而影响外观及模制品的性能。基于同样的原因,一般是在其他各组分己混合好后才均匀而缓慢地将玻璃纤维加人,而不是一下将其扔进混合器内。较好的办法是采用机械供料器,使玻璃纤维能均匀地分布在混合器的整个区域内。










 鲁ICP备2021047099号
鲁ICP备2021047099号