






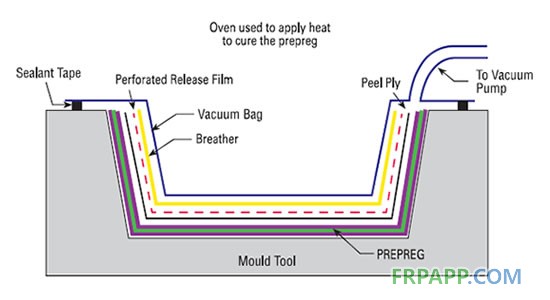
九、预浸料 - 非高压釜工艺
方法描述:低温固化预浸料制造工艺与高压釜预浸料完全相同,不同的是树脂的化学特性允许其在60-120°C实现固化。对于低温60°C固化,材料的工作时间仅一周;对于高温催化剂(>80°C),工作时间可达到几个月。树脂体系的流动性允许仅使用真空袋固化,避免使用高压釜。
材料选择:
树脂:通常仅环氧树脂
纤维:无要求,与传统预浸料一样
芯材:无要求,但使用标准PVC泡沫需特别注意
主要优点:
1) 具备传统高压釜预浸料((i.))-((vi.))全部优点
2) 模具材料便宜,如木材,因为固化温度较低
3) 大型结构件制造工艺简单化,只需真空袋加压,循环烤箱的热空气或者模具本身的热空气加热系统即可满足固化要求
4) 常见的泡沫材料也可使用,工艺较为成熟
5) 相比于高压釜,能耗更低
6) 先进的工艺保证了良好的尺寸精度和可重复性
主要缺点:
1) 材料成本仍然高于干纤维,尽管树脂成本低于航空航天用预浸料
2) 模具需要承受高于灌注工艺的温度(80-140°C)
典型应用:高性能风电叶片,大型赛艇和游艇,救援飞机,火车部件










 鲁ICP备2021047099号
鲁ICP备2021047099号