






六、树脂传递模塑工艺 (RTM)
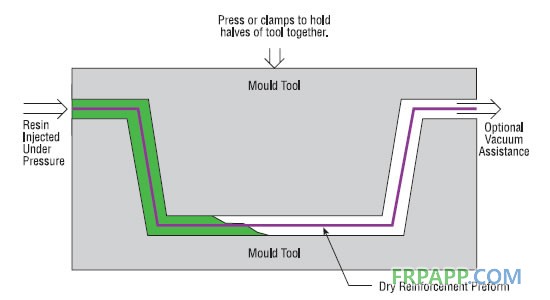
方法描述:将干纤维铺覆在下模内,可以预先施加压力使纤维尽量与模具形状贴合,并予以粘合绑定;然后,把上模固定在下模上形成型腔,再将树脂注入型腔。通常采用真空辅助树脂的注入和对纤维的浸润,即真空辅助树脂注入工艺(VARI)。一旦纤维浸润完成,即关闭树脂导入阀,并将复合材料进行固化。树脂注入和固化既可以在室温下进行,也可以在加热条件下完成。
材料选择:
树脂: 通常为环氧、聚酯、聚乙烯酯和酚醛树脂,双马来酰亚胺树脂可以在高温下使用
纤维: 无要求。缝合纤维更适合此工艺,因为纤维束间隙利于树脂传送;有专门研发的纤维可以促进树脂流动
芯材: 蜂窝泡沫不适用,因为蜂窝单元将被树脂充满,压力也会导致泡沫塌陷
主要优点:
1) 纤维体积分数较高,孔隙率低
2) 由于树脂被完全密封,健康安全,操作环境干净整洁
3) 减少劳动力使用
4) 结构件上下两面均为模具面,易于后续表面处理
主要缺点:
1) 搭配使用的模具价格昂贵,为了承受较大压力,重量大,相对笨重
2) 仅限于小型部件的制造
3) 易出现未浸润区域,导致大量报废
典型应用:小型而复杂的航天飞机和汽车零部件,火车座椅










 鲁ICP备2021047099号
鲁ICP备2021047099号