






第六步:脱模
固定架焊接3—5天后,模具固化充分后就可以进行脱模了。机舱罩模具与原模分离一般采用起重机固定钢架后,将模具与原模整体吊起,利用原模的重力进行模具脱模。本次机舱罩模具顶盖部分脱模顺利,起重机吊起模具,模具随即与原模分离。机舱罩下仓模具在增加脱模楔子、模具各角起吊后,模具顺利脱模。以下是脱模步骤现场的图像记录:

图14 起重机将机舱罩下仓部分吊起

图15 起重机吊起机舱罩下仓模具,成功脱模!
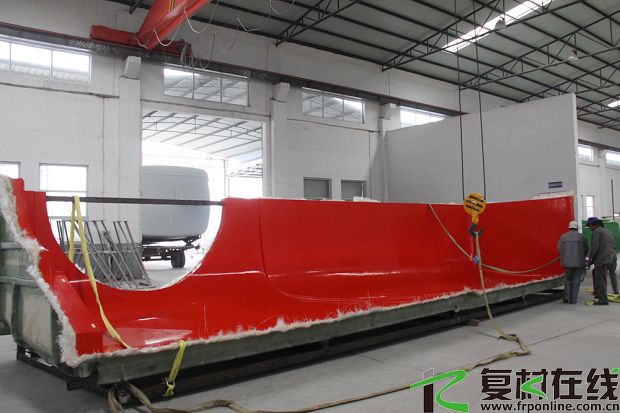
图16 脱模后的机舱罩下仓模具

图17 近距离感受一下模具的表面效果
总结
至此,复材在线对本次机舱罩模具的制作过程记录完毕。通过对制作过程的全程跟踪,体会整个生产过程的管理和控制,我们可以认识到:模具的质量除取决于模具的结构设计外,对模具制造过程要求很高,其中包括:高质量的原材料、环境条件、完善的车间管理、合理的制作时间表等。
高质量模具的决定因素
高质量的原材料
尽可能选用优质的原材料,是制造高质量玻璃钢模具的重要条件。用于制造模具的原材料成本对于总成本来讲只占很小的百分比,不能试图节约而使用产品树脂或有可能超过储存期的材料和劣质材料。用好的原材料是生产出高质量模具的前提条件。
环境条件
温度:理想的温度范围约为21-28摄氏度,在制造原模和模具的过程中应始终保持这样的环境温度。本次模具制作中恰逢夏季,也遇到了高温天气,生产中暂停铺层操作或者安排其他操作。另外湿度对胶衣和树脂固化有重要的影响,若在制造模具时湿度较高,应慎重,并应等待至合适的生产条件。
合理安排的制作时间表
无论是采用传统的铺层方法,还是选用新的低收缩系统,所要求的时间均由这些材料的固化特性来决定。走捷径或加速工艺,都将对模具的质量产生不良影响,安排适宜的制作时间是成功的要素之一。比如,选择在温度和湿度适中的清晨进行铺层操作,温度相对低,树脂固化时间长,对于生产中工人的操作来说,较为舒适、易于控制。温度较高的下午则可以安排对固化后的铺层进行气泡检查、毛刺打磨等表面处理。
图2 机舱罩顶盖部分的原模









 鲁ICP备2021047099号
鲁ICP备2021047099号