







图6 机舱罩顶盖部分铺覆表面毡
在等到胶衣表面固化到粘手不粘胶的时候开始铺覆表面毡,此时既可以提高胶衣与表面毡的粘结力,又可以较好的控制树脂的用量。表面毡可以预先在模具表面铺覆好,然后开始涂覆树脂。糊制时以树脂刚好浸透表面毡为准,控制好树脂用量。表面毡层气泡一定要做到尽可能的少,否则会直接影响日后模具的耐久性。
第四步:糊制增强层

图7 机舱罩顶盖部分短切毡的铺覆
机舱罩模具增强层一般采用短切毡,短切毡为各向同性纤维制品,可以减少模具在固化过程中产生的内应力差,从而达到减少变形的目的。树脂则要求采用耐热性能好的低收缩模具专用树脂或环氧树脂,以减少模具的收缩率,提高其耐热性。
同时在模具中间使用轻木夹芯材料,可以增加模具的刚度、减少形变。大型模具的刚性和尺寸的精确度是较难控制的,而轻质高强的Balsa轻木则是制作大型叶片、舱罩模具的首选夹芯材料。其独特的生长环境和细胞结构造就了这种材质高比刚度、比强度的特点,几乎所有的叶片、舱罩模具均采用夹芯材料Balsa轻木来减重、增强。
同样,在本道工序充分固化后,检查气泡,挑破并用砂纸打磨去除毛刺。

图8 增强层采用了零收缩模具树脂

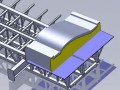
图9 增强层中间采用轻木夹芯

图10 轻木糊制现场

图11 增强层糊制后的机舱罩下仓








 鲁ICP备2021047099号
鲁ICP备2021047099号