






华科快速制模体系包括有三类高性能材料,可以满足高耐热和零收缩的要求
1、HS-7202酚醛乙烯基/HS-7205环氧乙烯基模具胶衣 (单次或多次喷涂厚度0.8mm)
2、HS-4401 M/S/W乙烯基模具树脂 (一层30G表面毡和3层300G增强)
HS-4432PT M/S/W乙烯基模具树脂
3、HS-241PTF/HS-243PTF4零收缩树脂 (至少四层450G短切毡增强)
模具胶衣有三种颜色(后缀9005为黑色、橙色2100、绿色6118)两种施工方式(手刷H、喷射S)供选择。
HS-7205是一款通用型模具胶衣,HS-7202具有更高的耐热性能模具胶衣。
HS-4401/HS-4432PT有M\S\W三种不同凝胶时间供选择,一般情况下S适合在夏季使用,M在春秋使用,W在冬季使用,我们全年提供以上三种型号,根据您模具型面复杂程度,挑选合适的型号。
HS-4432PT是一款极低收缩率的环氧乙烯基树脂,适合某些特定要求的模具制作。
HS-243具有中等的热变形温度,HS-241 PTF具有更高的热变形温度。HS-241PTF/HS-243PTF三种树脂都有
G15/G30/G50/G100等型号分别代表1 5、30、50、100分钟的树脂凝胶时间以供您方便选择,您可以根据您的目标、模具的大小和复杂程度挑选适合的型号。
本指南分步讲述了模具制作的过程。在开始制作模具前需要确保原模具有稳定的尺寸并 且表面已经涂覆了脱模剂,且脱模效果良好。
限于篇幅,本指南不能完全表达制作完美的模具需要的各项注意事项,如果您愿意请使用前与我们联系,我们非常高兴有机会与客人一起工作,为制作出完美的模具共同努力。
常用工具

在模具的制作中会用到电子称、搅拌棒、吸管、刷子滚筒等一些常规的工具。电子称方便我们进行树脂称量、吸管方便我们进行固化剂添加,搅拌棒方便树脂与固化剂的混合,刷子与滚筒可以方便我们排除纤维中的气泡,使积层更加致密。如果使用喷涂方式进行施工会用到上图所示的一些喷涂设备。
常用增强材料
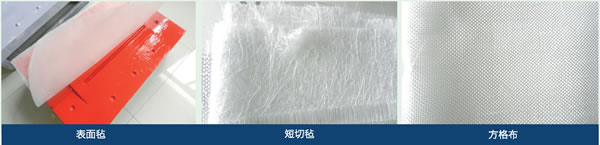
常用的一些纤维增强材料包括表面毡、短切毡、方格布。表面毡一般使用30G或50G这两种规格。短切毡一般是300G或450G。方格布一般用04或06布,一般用于模具的结构层。
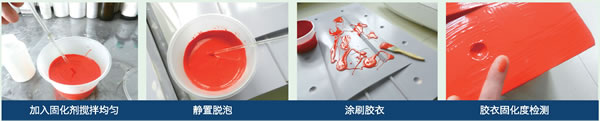
胶衣层施工
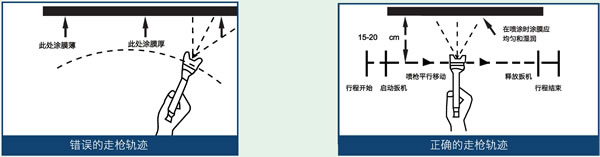
喷涂胶衣时的持枪方式
胶衣内添加1.2~2%的过氧化甲乙酮,充分搅拌均匀后静置几分钟以便脱泡。推荐使用M50或LPT,劣质的固化剂或错误的添加比例会严重影响胶衣的固化性能。由此引起的胶衣开裂或气泡等缺陷我司不承担责任,使用前如有任何疑问请联系贵公司所在地经销商或直接联系我司技术服务部门进行充分沟通。
胶衣分两次涂刷或喷涂,第一层涂刷或喷涂厚度控制在0.3~0.4mm,待第一层胶衣凝胶(手指轻按胶衣表面,手指上没有胶衣,胶衣表面可以留下指印)后2~3小时内刷或喷涂第二层胶衣,厚度控制在0.3~0.4mm。让胶衣在室温下固化至少4个小时,如果条件许可可以放置一整夜,注意胶衣面不要被污染。
胶衣面层树脂积层HS-4401M/S/W HS-4432PTM/S/W
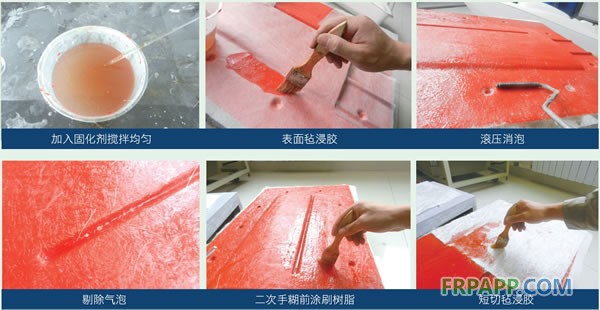
胶衣面层作用是提供一个低收缩、高耐热高韧性的增强层,可以方便排除胶衣背面的气泡,确保胶衣和模具结构层很好的粘接在一起。
华科乙烯基树脂HS-4401/HS-4432PT使用前需要添加1.2~2%过氧化甲乙酮并充分搅拌均匀。推荐使用M50,与胶衣的注意点一致的是:劣质的固化剂或错误的添加比例会严重影响树脂的固化性能。使用前请根据环境温度做凝胶实验,如气温太高无法施工请及时与我们联系,由我司稍作修正后再行使用。面层所使用的纤维增强材料推荐使用一层30G表面毡和三层300G短切毡组合起来使用。表面毡和短切毡使用前请烘干以控制含水率。不建议直接使用方格布及其它规格的玻纤制品来增强。
首先使用毛刷在胶衣表面无遗漏的均匀涂刷一层面层树脂,表面贴一层表面毡,使用毛刷或表面毡专用滚筒仔细排除表面气泡。树脂和毡的重量比例控制在18~19:1。等待表面毡层树脂固化后使用美工刀片剔除表面气泡。
使用毛刷在剔除气泡的表面毡上均匀涂刷充分湿润表面,铺一层300G短切毡,仔细浸润排除表面气泡,静等树脂固化后,使用美工刀剔除表面气泡。然后再铺一层300G短切毡,仔细浸润排除表面气泡。静等树脂固化后,使用美工刀剔除表面气泡。
快速模具树脂积层HS-241PTF/HS-243PTF

快速模具树脂HS-241PTF/HS-243PTF是一种特殊的添加填料并预促进触变的零收缩模具树脂,具有较高的热变形温度。最佳的使用条件在18~25。C。使用前需要对整桶树脂进行搅拌消除填料沉降带来的影响。使用过氧化甲乙酮固化,推荐使用M50。固化剂添加比例1.5~2.5%,过低或过高的固化剂添加比例会影响收缩效果。劣质的固化剂或错误的添加比例会严重影响树脂的固化性能。使用前请根据环境温度做凝胶实验,如气温太高无法施工请及时与我司联系,由我司稍作修正后再行使用。
HS-241PTF以及HS-243PTF霈要在自身发热达到50~60℃的情况下才能达到最佳的性能。为此建议在18~25℃室温下一次积层厚度至少在4层450G短切毡或同等厚度的富树脂层。
需要分次积层的模具,为了保证层间结合的牢固性,需要在第二次积层前用HS-4401树脂做一层过渡层,随后开始使用HS-241PTF或者HS-243PTF进行积层。
■材料准备
在手糊积层前预先根据手糊表面的形状裁剪好纤维增强材料。根据已知纤维的重量,称量好树脂,典型的HS- 241PTF/HS-243PTF与短切毡的手糊重量比在3~4:1。
■开始积层
当一切准备好后,根据当前温度添加1.5~2.5%的过氧化甲乙酮并充分搅拌均匀。
在手糊工作面均匀涂刷一层树脂,一次铺一层短切毡或其它增强材料,浸润消除气泡后再铺下一层,重复快速施工直到完成整个积层。
积层开始固化时温度会达到50~60℃,颜色会由棕黄色变成瓷白色。
积层完后确保在室温下固化24h,可以进行脱模。
■后固化
如果模具只是在常温下使用,可以不进行后固化,如果条件许可最好进行后固化。如果模具需要在加热条件下生产制品,那必须进行后固化。









 鲁ICP备2021047099号
鲁ICP备2021047099号