






由于纤维增强复合材料中纤维是主要的承载体,基体树脂仅为应力的传递者,纤维在复合材料中的取向、排布的规律性、纤维含量对复合材料的强度和刚度的充分发挥起着至关重要的作用。一般而言,纤维含量越高,其增强效果越大;纤维排列次序性越强,增强效果越明显。
由于纤维增强复合材料的强度和刚度与纤维取向密切相关,在实际应用中,只有纤维随产品受力的主应力方向取向时,材料的强度和刚度才能充分发挥。为了达到这一目的,充分了解产品的应力分布,特别是主应力的方向和大小,以及如何根据主应力的方向和大小来合理的安排纤维的取向和数量是不可缺少的两个因素。
二、工艺简介
定向铺设模压工艺一般分为三个阶段:
1.制品的应力分析
该阶段是首先充分了解制品的结构、实际使用状态并进行受力分析,分析制品各个部位的受力状态、主应力方向、数量和大小,从而确定制品各个部位需要配置的增强材料的铺设方向及理论密度。
2.定向铺设工艺过程
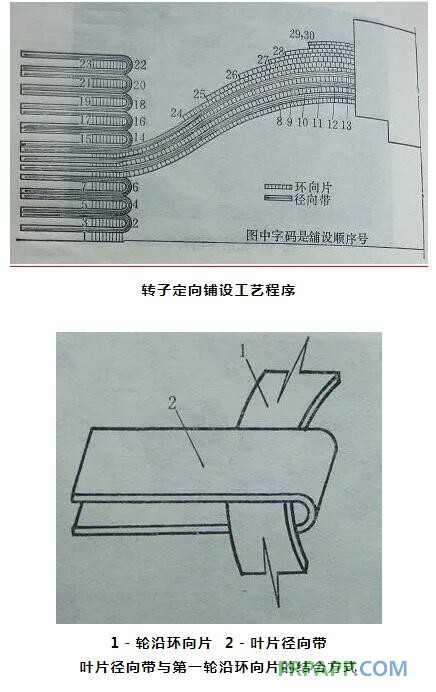
本阶段是如何在工艺上达到制品的各个部位配置的增强材料的铺设方向和理论密度与应力分析所要求的一致。为此,通常采用的办法是:首先根据制品的受力状态,设计多种预浸渍定向铺设制品,然后按照一定的程序要求铺放,最后经过适当的调整,即成压制的毛坯。预浸渍制品的优点:
(1)纤维均匀直线排列,能充分发挥纤维的强度和刚度;
(2)纤维含量、树脂含量准确的定量及纤维准确的定向排布可以预测产品的各向性能及在应力条件下的可信度,提高产品的性能;
(3)在工艺上可以使预浸渍材料的制备与铺设成型分为两套系统,便于过程控制。
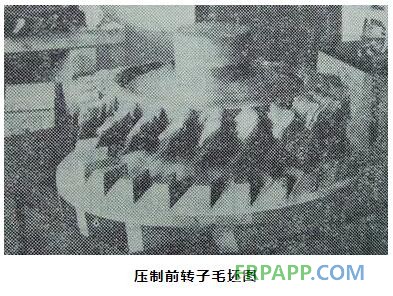
3.制品的压制成型
本阶段是将定向铺设制品毛坯放入金属模具中,按照一定的要求在高温、高压下成型制品。定向铺设模压成型与一般短纤维模压成型具有基本相同的工艺。其主要区别在于:
(1)定向铺设模压制品的压缩比小,因此模具不需要做很大的装料腔;
(2)压制时所加的成型压力仅用于压紧制品和驱除挥发物及其仅使物料产生局部位移,实现小范围的尺寸调节,而无需克服物料的内摩擦,因此成型压力可以降低;
(3)由于成型压力低,模具材料的要求可以稍低,模具结构可相应简单一些。
三、制品的力学性能
在定向铺设模压成型工艺中,若按照纤维的取向可以分为短纤维模压成型、定向铺设模压成型和单向纤维模压成型。表43.37对此三种工艺制备的复合材料的力学性能进行了分析。

备注:
(1)选用材料:
纤维:高强纱15mm~20mm
树脂:酚醛改性环氧树脂(环氧/酚醛=6/4)
定向铺设中:纵向纤维密度为32根/片.mm宽,横向纤维密度为4.8根/片.mm宽。铺设层数=纵向:横向=6:3
单向铺设纤维密度为为32根/片.mm宽
(2)模压工艺:
装模温度:80~90℃;加压时机:105℃;成型压力:50MPa;升温速度:30℃/h;成型温度170℃~180℃;保温时间:4~6min/mm;脱模温度:小于60℃
四、定向铺设模压成型工艺典型应用-送风器转子成型技术
定向铺设模压工艺的典型应用是送风器转子。送风器转子产品照片如图所示:

1.送风器转子使用的原材料
树脂:634#环氧:616#酚醛=6:4(重量比)
玻璃纤维:40支/20股4114 无碱无捻粗纱
配比:树脂:纤维=40:60
按照此种比例制备设计要求的预浸渍条、带及环向板。预浸渍条、带的浸渍制度及质量指标见表。环向板是转子铺设环向纤维时使用的一种预浸渍制品。它是用预浸渍条在环向片缠绕装置上,采用干法缠绕工艺制备而成。制备的预浸渍条、带和环向片如图:
1.送风器转子使用的原材料
树脂:634#环氧:616#酚醛=6:4(重量比)
玻璃纤维:40支/20股4114 无碱无捻粗纱
配比:树脂:纤维=40:60
按照此种比例制备设计要求的预浸渍条、带及环向板。预浸渍条、带的浸渍制度及质量指标见表。环向板是转子铺设环向纤维时使用的一种预浸渍制品。它是用预浸渍条在环向片缠绕装置上,采用干法缠绕工艺制备而成。制备的预浸渍条、带和环向片如图:
3.转子压制工艺
转子压制的主要工艺参数:
装模温度:80~90℃
加压时机:105℃(约50min)
成型压力:12MPa
升温速度:30℃/h
成型温度:170~180℃
保温时间:4~6min/mm
脱模温度:<60℃










 鲁ICP备2021047099号
鲁ICP备2021047099号