






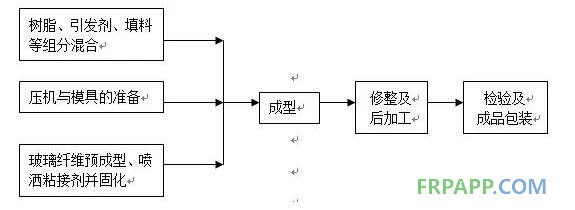
吸附预成型坯模压工艺是指在成型模压制品之前预先将纤维仿制成与模压制品的结构、形状、尺寸相一致的坯料,然后将其放入金属对模中与液体树脂混合,加温、加压成型玻璃钢的一种工艺方法。与一般模压工艺相比,吸附预成型坯模压工艺可以采用较长的短切纤维,且可实现较高玻璃纤维含量,因而制品具备优良的物理机械性能。但是由于在预成型坯的模压过程中,纤维基本上不发生流动,因而该工艺不适合制造结构复杂的制品,查看更多技术资讯登录复材应用技术网,只适于生产深度及外形尺寸较大的大型玻璃钢制品或者大量生产的形状不复杂而要求强度较高的短切纤维模压制品。吸附预成型坯模压工艺的基本工艺流程如图所示:
二、主要原材料
1.树脂
吸附预成型坯模压工艺的树脂选择依据产品特性不同选择范围较宽。主要使用3种类型的不饱和聚酯树脂:邻苯型树脂、间苯型树脂、丙烯酸树脂,以及一些热塑性树脂改性的低收缩型树脂。
2.增强材料
吸附预成型坯模压工艺中所采用的增强材料有两种类型:无捻玻璃纤维粗纱和玻璃纤维原丝毡,其类型与性能见表:
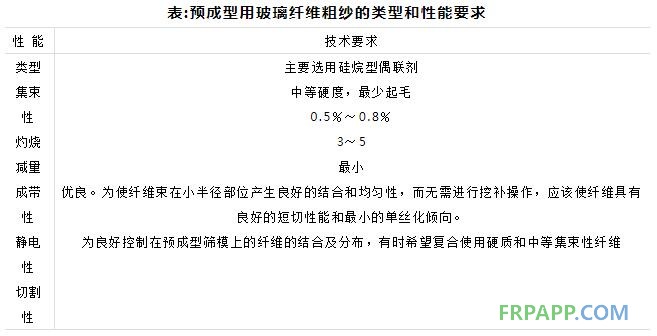
表:预成型模压法用增强材料的类型和性能要求
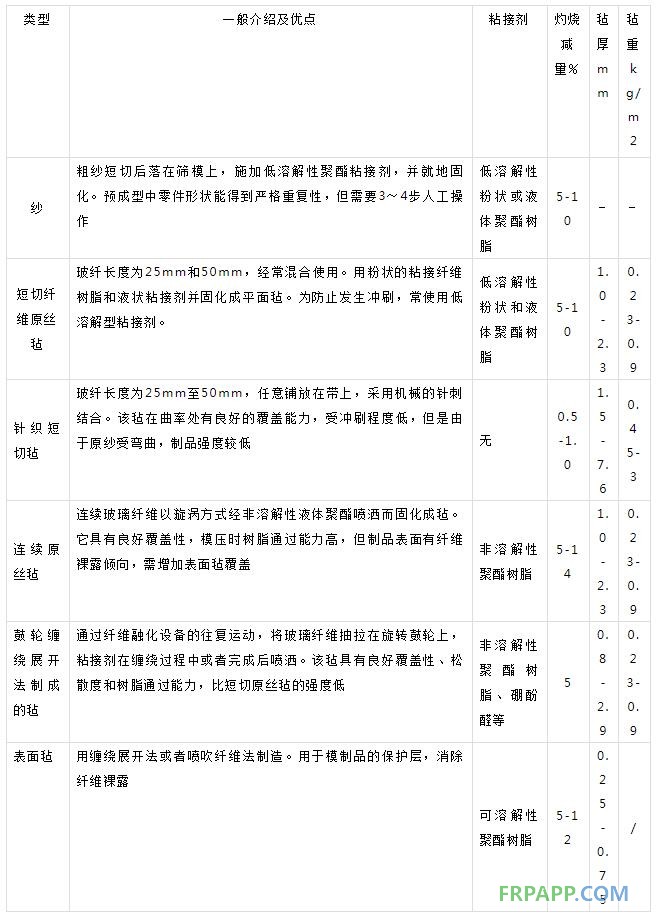
表:预成型模压法用增强材料的类型和性能要求
3.预成型用粘结剂
粘接剂的作用是粘接短切纤维,使其保持预成型坯的形状,查看更多技术资讯登录复材应用技术网,以便从筛模上取下后,完整无损的进入下一道模压成型工序。在预成型坯料中,根据要求的不同,树脂粘接剂的含量在5%-10%范围内。表列出了预成型与粘接剂的类型和性质。

三、吸附预成型工艺及设备
预成型设备类型有很多,依据玻璃纤维的运载载体不同可以分为空气式和湿浆式两种。空气式预成型机可以分为闭式和开式两种。
(1)闭式预成型机
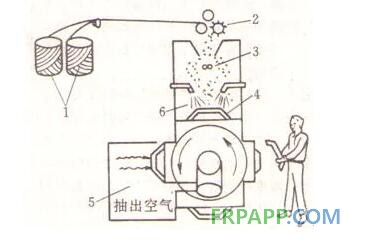
闭式预成型机又称为压力通风型预成型机。在该成型工艺中,筛模安装在压力通风室底部转盘上,用风机通过筛模吸出空气。玻璃纤维粗纱经过切割喂入室的顶部,这些短切纤维通过分散器时由于气流的作用沉积在筛模上,纤维分布的均匀性通过压力通风室侧壁气孔、倾斜转盘和在筛模上安装抑流板实现。粉状粘接剂用振动法与玻璃纤维一同引入通风室,乳液状粘接剂则是通过通风室上的喷枪自动喷洒,可在纤维沉降于筛模的过程中或沉降结束后喷洒在预成型坯上。查看更多技术资讯登录复材应用技术网,粗纱喂入量和粘接剂的喷洒量均可自动控制,因此,制成的坯料质量稳定性好。
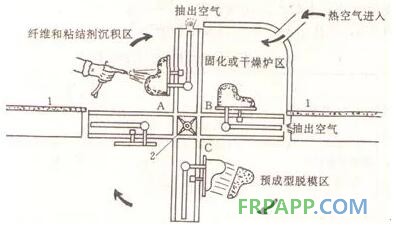
闭式预成型机适用于制造对称或者近似对称的预成型坯。好的预成型机的纤维沉积量可控制在5%以内。但由于转盘尺寸有一定限制,预成型坯的尺寸要受到限制。一般来讲,单位闭式预成型机每小时能生产35个预成型坯,自动旋转式预成型机每小时能生产90-120个预成型坯。闭式预成型机分为单位压力通风室型预成型机、往复式预成型机、自固化式预成型机、自固化旋转压力通风室型预成型机四种。图为自固化旋转压力通风型预成型机的成型工艺示意图。
(2)开式预成型机
开式预成型机又称为开式喷射或者纤维直接喷射型预成型机。在该预成型工艺中,短切纤维的喷射和粘接剂的使用是通过两根软管分别由操作者的双手控制。两图分别为纤维直接预成型机和开式喷射旋转型预成型机的成型工艺示意图。
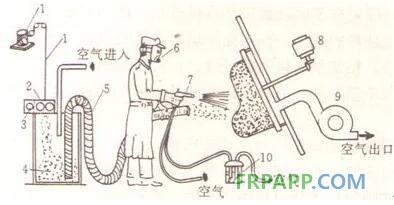
1-无捻粗纱 2-粗纱切割器 3-计时器 4-通风室 5-软皮带管 6-面罩和过滤器 7-粘接剂喷枪 8-电动机 9-抽风机 10-粘接剂乳液
1-无捻粗纱 2-粗纱切割器 3-计时器 4-通风室 5-软皮带管 6-面罩和过滤器 7-粘接剂喷枪 8-电动机 9-抽风机 10-粘接剂乳液
(3)湿浆预成型机
湿浆预成型机与上述空气式预成型机的区别在于以水代替空气做纤维的运载介质。水把纤维运送到预成型筛模上,先将短切纤维制成湿浆或者悬浮在含有某种可溶性树脂或者纤维素做粘接剂的水中,开动水泵通过筛模向外排水,于是纤维沉积在筛模上。经过一定时间当达到一定的纤维沉积量后,把筛模提升的液面以上,预成型坯连同筛模一道送入干燥烘房,除去其中的水分。
四、预成型坯模压成型工艺简述
1、预成型坯模压成型工艺简述
(1)树脂糊混合物的制备
在预成型坯压制过程中所用的树脂混合物一般都是混合法制备。其加料顺序依次为树脂、单体、引发剂、填料。为使混合时产生的气泡在模压前溢出,混合物使用前静置1h;为防止树脂混合物在容器中凝胶,必须在8h内用完混合物。树脂糊混合物的粘度一般控制为15-35pa.s。
(2)检查预成型坯的质量:主要包括预成型坯的松散性、质量均匀性及粘接剂均匀性。
(3)模具的准备:主要是模具型面与剪切边部位的清洁。
(4)准备加料:称取并调整预成型坯的重量,进行局部的增强材料的添加。
(5)树脂混合物的灌注:按用量称量树脂混合物并按照一定方式灌注到预成型坯上。查看更多技术资讯登录复材应用技术网,树脂混合物的灌注可在预成型坯放入模具之前或者之后进行。最基本的灌注方式是“×”型,从一个拐角灌注到另外一个拐角。最终的灌注方式要根据制件的形状、总的尺寸或者面积及零件曲率的复杂程度确定。
(6)压机的闭合:采用两速制,快速闭合速度为125mm/s,慢速闭合为1.55mm/s。
(7)成型压力:一般成型压力为1.75~2.8MPa。
(8)固化时间:小零件固化时间为1.0~3.0min;大零件可以达到20min。
(9)零件取出:借助压缩空气、铜件及真空装置将制品取出。
(10)冷却定型:为防止制件翘曲变形,需要脱模后在夹具上进行产品的定型。
(11)对制件进行全面检查和性能试验。
2、预成型模压制品常见缺陷及解决办法
预成型模压制品常见缺陷及解决办法见表
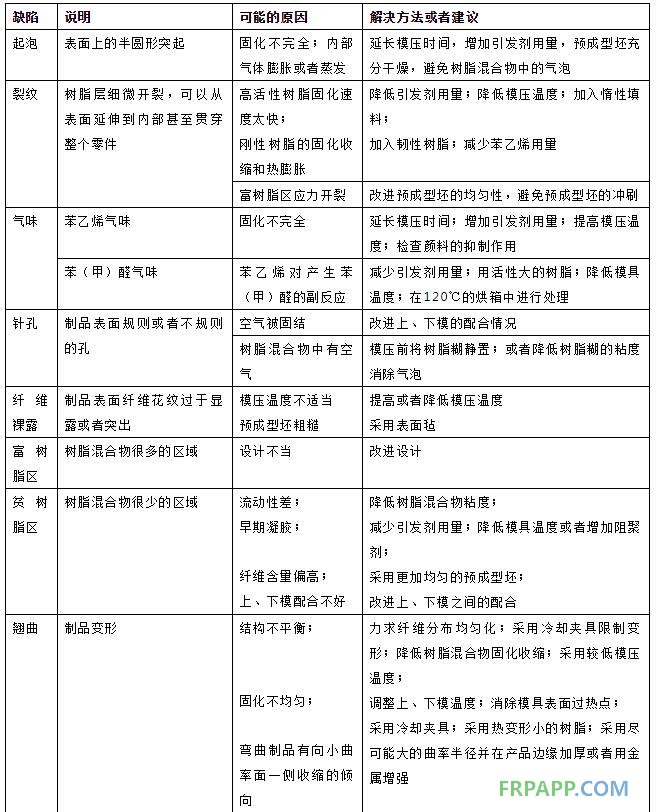
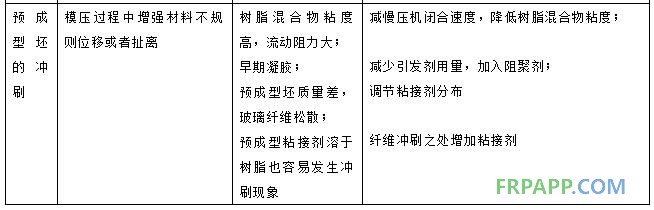
预成型模压制品常见缺陷及解决办法见表










 鲁ICP备2021047099号
鲁ICP备2021047099号