






高压注浆在美国、德国、日本、意大利等发达国家应用得比较广泛,它们获得了巨大的经济效益和社会效益,尤其是日本,高压成型所占比例很大,用它几乎可以成型所有卫生洁具产品。高压注浆技术推广应用的关键之一是塑料模具的国产化。塑料模具有很高的使用寿命,重复使用次数达10000次以上,是国内近几年陶瓷成型用模具材料大力发展的方向。
吸水树脂塑料模具的耐磨性、耐水性、耐酸碱腐蚀、耐温性以及压缩强度、弯曲强度等物理力学性能明显优于石膏模。吸水树脂模具材料是一种开孔型微孔材料,在用高强度吸水树脂塑料模具时,通常需要将某些模具表面进行定向封闭以达到定向吸收透水。高压注浆压力大,压力高达30~40个大气压,快固型高渗透改性环氧涂料可以满足这一要求。
环氧树脂是一种具有优良力学性能、防腐性能和黏结性能及化学稳定性的胶黏材料,但常用的双酚A型环氧树脂粘度大,流动性差,低温固化慢,改善其流动性和快速固化性能是改性环氧树脂特别是涂料领域中的一大应用课题,特别是在冬季气温较低时,普通的改性环氧树脂薄层涂料远远不能满足现代快速固化的工程需求[1-2]。稀释剂粘度低,是最为常用的改善流动性的方法之一。本文在多年的研究和应用基础上[3],以小分子聚醚型环氧树脂及糠醛丙酮为活性稀释剂,研究一种快速固化的高渗透性改性环氧涂料,并探讨其在陶瓷卫生洁具高压注浆用多孔吸水树脂模具材料中的应用。
1·实验部分
1.1 材料
622小分子聚醚型环氧树脂、E-51环氧树脂、E-44环氧树脂、糠醛、丙酮、二乙烯三胺(DETA)、三乙烯四胺(TETA)、N-氨乙基哌嗪(AEP)、改性剂、硅烷偶联剂、促进剂等均为市售工业品,多孔吸水树脂模具材料(自制)。
1.2 配制方法(见图1)
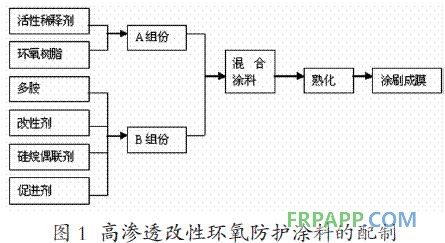
图1 高渗透改性环氧防护涂料的配制
1.3 强度测试和表干性能
抗压强度测试参照GB/T17671-1999进行,涂膜表干时间参照GB1728-89(79)进行。
2·结果与讨论
2.1 活性稀释剂的固化反应(见图2)
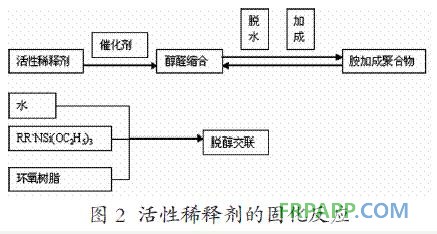
图2 活性稀释剂的固化反应
小分子聚醚型622环氧树脂活性稀释剂粘度较低,糠醛、丙酮的粘度更低,混合液只有0.69mPa·s,远低于水的粘度1mPa·s,具有很高的渗透性。在本体系中,活性稀释剂中的基团发生催化醇醛缩合反应,并且进一步脱水并与胺发生加成反应,逐步形成凝胶和大分子聚合物,具有一定的强度。胺类硅烷偶联剂与脱水反应生成的水进一步发生反应生成乙醇,促进了醇醛缩合反应,使得缩合反应更加完全,强度更高。多元胺中的活性氢还与622环氧树脂反应,从而形成强度较高的聚合物。
2.2 胺类固化剂的反应活性
不同结构的胺分子与环氧树脂的反应活性不一样,主要取决于N原子的碱性和空间位阻。芳香胺的活性最低,其次是脂环胺,脂肪胺活性最大。因此,脂肪族多胺是快速固化体系的首选固化剂,如二乙烯三胺、三乙烯四胺。N-氨乙基哌嗪AEP是脂肪胺与脂环胺混合体系的多胺,兼具有两者的优点,固化速度适中。
脂肪胺类固化剂是环氧树脂最为常用的固化剂,其中的活性氢使双酚A环氧树脂E-51、E-44发生开环聚合反应。伯胺中的第一个氢空间位阻小,反应活性大,与环氧树脂迅速开环反应,并放出大量的热,放出的热加快反应形成立体网络固结体。
环氧树脂的胺固化放热效应使得混合液以薄的涂膜方式的表干时间与浇注体明显有差异,特别是当含有易挥发的活性稀释剂丙酮时,在不同温度下表现出的干燥速度也不同。
2.3 涂料起始粘度与固结体强度
本实验以室温20℃下100gA组份为例,不同固化剂的用量,其固化时间和强度结果见表1。
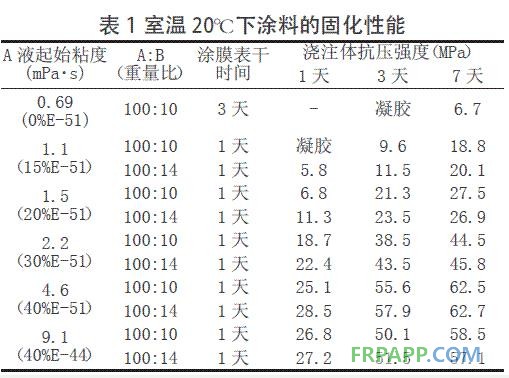
表1 室温20℃下涂料的固化性能
由表1可见,不含环氧树脂的胶液混合后粘度很小,经过一定时间也能凝胶成一定强度的固结体,涂膜表干时间达3d。随着环氧树脂量的增加,起始粘度增大,固化加速,涂膜表干时间缩短,后期强度增大。另一方面,随着固化剂用量的增加,固化加快,早期强度较高,基本上1d就能达到一定强度。
环氧树脂E-51含量达到15%时粘度很低,为1.1mPa·s,具有优异的渗透性,并且还能达到一定强度,适合做底涂。当环氧树脂E-51含量达到40%时,既有较低的粘度和高的渗透性,又具有优良的力学性能和成膜性能,适合做面涂。当环氧树脂E-44代替E-51时,粘度上升,早期强度稍有提高。
2.4 温度对固化的影响
如前所述,环氧树脂的胺固化反应是放热反应,热的积累和环境温度对涂膜和浇注体强度有很大影响。表2表明在室温30℃环境下因热不断积累,没有及时散热,浇注体均发生快慢不同的爆聚,但在薄的涂膜方式下因接触面大散热好,没有发生爆聚,表干速度较快。涂膜随着环氧树脂量的增加,表干时间缩短,固化加速。
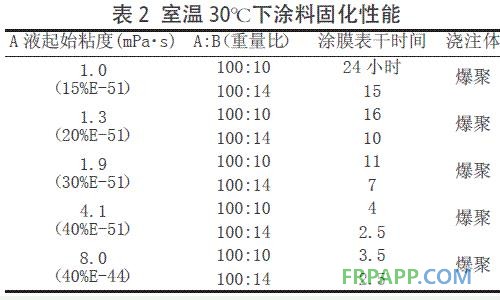
表2 室温30℃下涂料固化性能
但在低温12℃环境下,浇注体的固化速度和强度随着环氧树脂量的增加而发生显著的变化,涂膜表干时间也拉开很大距离,从2天时间至1天以内。表3可见,在低温下,AB混合液早期1天强度呈现从粘稠液体的0强度到12.6MPa,3天后都可固化,具有一定的强度。
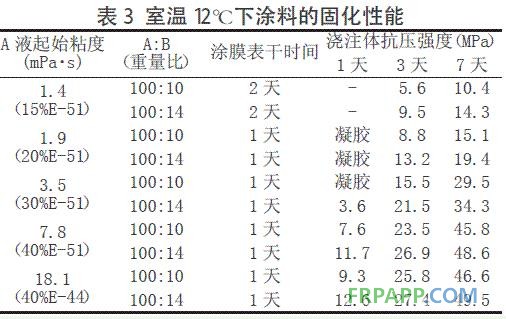
表3 室温12℃下涂料的固化性能
因此,要使涂料在低温下能快速固化,除了提高环氧树脂含量外,还可配合适当的熟化工艺,使AB混合后熟化一段时间,让混合液积累一定热量再进行涂刷。实验表明,熟化时间以0.5~1h内为宜,环境温度高时,熟化时间缩短,环境温度低时熟化时间延长。
此外,还可用红外加热的方式,提高环境温度,加快反应进行。特别是在10℃以下的环境中,环氧树脂的脂肪胺开环聚合反应非常缓慢,目前只有通过外界加热的方式加快固化进程。
3·应用
改性环氧涂料具有很高的粘接强度、抗压抗折强度,是一种理想的防水材料,可耐很高的水压及其冲击,因此在陶瓷高压注浆中具有很实用的价值。
高压注浆成型周期短、效率高、坯体质量好、不必修坯、强度高、无须干燥、表面光洁度高、可连续注浆、机械化自动化水平高、生产线占地面积小、操作环境好、环境废弃物少等,不仅能大幅度提高产品质量、档次和提高生产效率,还能大幅度降低劳动力、劳动强度和节约劳动场所,减少环境污染,提高一线劳动者幸福指数。
卫生陶瓷高压注浆成型技术在我国的应用是从90年代初引进国外技术开始的。今天,我国经济多年来持续高速发展,土地资源、能源供应全面紧张,人口红利已完全消失,劳动力成本大幅上升,劳动者自我保护意识日益加强,企业面临着原材料、能源涨价、经济效益降低、劳动力缺乏和环境保护的压力,目前国内很多大型陶瓷企业重新转向使用高压注浆技术。
高压注浆技术应用的关键之一是塑料模具的国产化。目前国内已有几个单位在密切关注高压注浆用的吸水(或透水)树脂模具。我们经过近一年的科技攻关,制备出一种高强度的多孔吸水树脂模具,并将此快固型高渗透改性环氧涂料应用到多孔模具材料中。
实验结果表明,在应用到高强度吸水树脂塑料模具时,只需使用一道我们研制的面涂,就能渗入微孔材料(未经压力冲洗模具)内部2~3mm处,并且固化快。在20℃环境下4h内能干燥,30℃环境下2h内能表干,并且强度高、韧性好、能抗高压冲击。对于经过压力冲洗孔隙的干燥的模具材料,快固型高渗透改性环氧涂料几乎能完全渗入模具内部的微孔深处。
此外,我们研制的快固型高渗透改性环氧涂料在室温30℃以上、20~30℃、10~20℃下均能满足快速固化的地下防水工程需要,但在10℃以下固化偏慢,有待进一步完善。









 鲁ICP备2021047099号
鲁ICP备2021047099号