






RTM/LRTM工艺对胶衣的性能要求
RTM/LRTM工艺是在手糊工艺基础上发展起来并得以广泛应用的FRP成型工艺,早在30年前就已经有所推广,但受制于模具制作以及材料配套的水平,到最近几年才得以全面的应用。
RTM/LRTM制品的表面质量是衡量整个FRP制品最直观和最直接的因素之一,我们将就如何提高制品表面质量讲以下几个问题:
1.模具的表面质量及模具的处理
2.胶衣型号的选用
3.纤维铺层的要求
4.固化剂的要求
5.胶衣的施工
6.常见问题
模具的制作要求
1、模具胶衣的选用
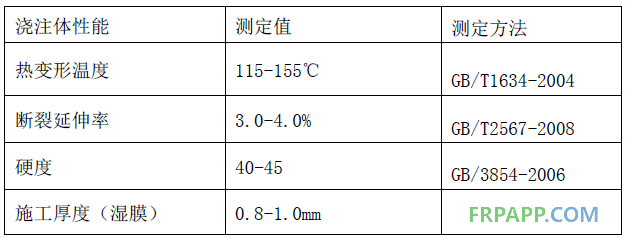
对于闭模成型工艺来说,模具的反复耐热性以及模腔压力的要求对模具胶衣提出比普通手糊工艺更高的性能要求,我们推荐用户使用更高热变形温度以及具有更高断裂延伸率的乙烯基型的模具胶衣。
建议使用乙烯基专用固化剂,可以大大减少气泡的出现并确保获得更佳的产品力学性能。
大多数情况下我们使用小型喷枪喷射模具胶衣,在雾化效果不佳的情况下不建议自行对模具胶衣进行稀释,因为无论是丙酮还是苯乙烯都将影响产品的最终质量,建议加热处理或联系厂家调整粘度。
固化剂的比例不低于1%。
模具胶衣的施工建议分3遍完成,每遍的厚度建议0.4mm-0.3mm-0.2mm,固化剂的比例建议按1.5-2.0逐步增加,前一遍的模具胶衣指干后再进行下一遍的施工,这样大大有助于模具胶衣的脱泡,并防止垂流。
2、模具的积层施工
模具树脂的选用:低收缩,耐热。
增强纤维的选用:表面毡、短切毡,毡布结合、强芯毡。
增强层应分步施工,不应急于求成。
模具的充分固化至关重要。
3、模具表面的处理
水磨:专业的水模垫和水磨砂纸,正确的水磨方式。
烘干
专业的抛光处理,注意防止抛光留下因抛光不当带来的旋纹而影响产品的表面质量。
专业的封孔处理,这对模具以后的脱模效果非常有帮助。
专业的脱模剂施工,万万马虎不得的过程。

为了真正获得更好的产品质量、更亮丽的FRP产品表面,对于诸如船艇、车辆、雷达罩、机舱罩这类对性能要求明显且长期在全天候环境下使用的玻璃钢产品来讲,我们建议客户选用间苯新戊二醇型的胶衣,优异性能的胶衣能够长期给您的产品提供稳定的保护。
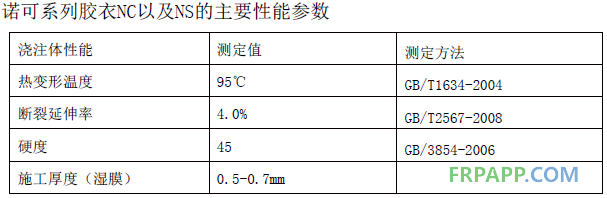
诺可系列胶衣NC以及NS的主要特性:
好的脱泡性减少表面针孔出现的概率。
好的流平性减少胶衣固化不均匀的程度,减少胶衣表面的收缩纹。
合适的膜固化时间可以防止胶衣的分色、起皱问题的发生。
合适的后固化时间确保胶衣能够在树脂灌注后的反应过程中得到相当程度的固化,从而保证脱模的时间,并在脱模后的较短时间内获得更佳的硬度,并有效减轻RTM/LRTM制品表面纤维纹路的出现。
需要说明的是对于间苯新戊二醇胶衣来讲,其给予FRP表面是长期的性能,在许多时候邻苯型胶衣在操作弹性以及初期硬度上表现得往往更好,这是由于其相对简单的化学链所致,但其无法提供长期优异的性能
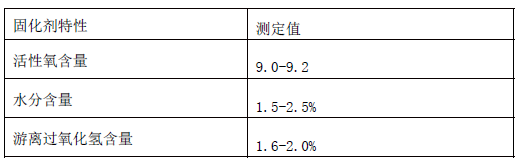
胶衣用固化剂的选择
需要说明的是对于间苯新戊二醇胶衣来讲,其给予FRP表面是长期的性能,在许多时候邻苯型胶衣在操作弹性以及初期硬度上表现得往往更好,这是由于其相对简单的化学链所致,但其无法提供长期优异的性能
胶衣用固化剂的选择
要求含水率低要求过氧化氢含量低固化剂比例1.5-2.5%
。
胶衣的厚度:胶衣湿膜厚度是保证产品表面质量的重要影响因素,我们建议胶衣的湿膜厚度不应低于0.4mm。
胶衣指干的标准:受温度湿度的影响,胶衣指干的时间往往难以把握。
常见问题及解决办法
1、离模:
解决办法:胶衣流平性与触变的更好结合,并配以恰当的固化体系可以有效降低离模问题的发生,对于RTM/LRTM制品来说,由于纤维铺层的需要,当中往往间隔更长的施工时间,间苯新戊二醇型胶衣更为温和的固化特性也对防止这类问题有所帮助。
2、针孔:
针孔的产生:胶衣的脱泡过程是两个阶段,前脱泡和后脱泡,针孔的产生往往是因后脱泡效果不佳,固化剂中的水和过氧化氢更是针孔产生的元凶。
解决办法:提高胶衣本身的脱泡效果、使用更优质的固化剂、正确的施工方式。
3、起皱:
3、起皱:
固化不佳是胶衣起皱的根本原因,胶衣过薄、固化剂比例偏低、凹槽处苯乙烯堆积是最常见的问题。解决办法:确保胶衣的厚度以及固化剂的比例,深得凹槽处适当吹风处理。
4、布纹:
解决办法:提高胶衣脱模后的初期硬度。
5、 修补色差:
由于固化条件的不同,修补很容易产生色差的问题。
解决办法:建议修补时添加修补液
尽可能稳定固化剂的比例
辅以电吹风烘烤修补处
建议至少6小时以后再去水磨抛光处理









 鲁ICP备2021047099号
鲁ICP备2021047099号