






碳纤维复合材料(包括碳/碳复合材料和碳/碳化硅复合材料)是指用碳纤维或石墨纤维为增强相,以碳化硅、石墨化的树脂或用化学沉积的碳作为基体的复合材料。这种复合材料具有散热快、温度上升慢的特点,加上它耐高温、质量轻、抗腐蚀、较低的线膨胀系数、尺寸稳定、抗热振和抗烧蚀等有点,因此,特别适合于制造高速车辆及飞机的刹车系统、导弹头、火箭的鼻锥和喷管喉衬、航天飞机的鼻锥和翼前缘以及透平引擎部位等部件。尤其是最近波音公司推出的新一代787客机,大量采用新型碳纤维复合材料,机身重量减轻,耗油量减少,整体机身的强度却得到明显加强。此外,由于其特别低的中子激活能、低的原子序数以及很高的熔点和升华温度,因此还特别适合于制造核聚变反应堆中的部件。
在外太空探测器和热核反应堆中,碳纤维复合材料因强度高、质量轻、导热性能出众而在热控制系统中得以应用,这使它与其它金属的连接结构成为人们的必然考虑。由于碳或碳化物的熔点很高,因此不能用熔化焊的方法来进行焊接,只能采用钎焊或扩散焊等特殊办法;碳纤维复合材料的线膨胀系数低于大多数金属材料,接头极易在热应力作用下产生裂纹或断裂;碳纤维复合材料加热过程中会释放出大量的气体,严重影响焊接工艺过程和接头质量,导致接头中产生大量气孔和裂纹。
由于碳纤维复合材料属于非金属材料,钎焊非常困难,一般采用预先在碳纤维复合材料上采用镀敷、烧结、沉积等方法在表面上处理上一层金属粉末,然后再进行常规的钎焊。还有一种方法是根据Ti,Zr等金属具有较大的活性,能够与非金属在高温条件下发生反应,来实施的钎焊方法,称为活性金属方法,活性金属法钎焊有三种方式:(1)将钛或锆以垫片方式直接放在碳纤维复合材料间进行钎焊;(2)将钛或锆的细粉或钛或锆的氢化物,预先涂在待连接面上,再放上钎料进行钎焊;(3)用含钛和锆的活性钎料直接进行钎焊。含钛的钎料都比较脆,难以加工成形,常常做成双层或多层钎料。如Cu- Ti钎料制成双金属片,银铜钛钎料制成以钛为芯,外包复银铜合金的丝状等。含钛的钎料还常常制成粉末状使用。活性金属法的缺点是,钎焊时对真空度和保护气氛的纯度要求很高。钎焊真空度应不低于10-3 Pa。
碳纤维复合材料由于制备周期长、工艺复杂、成本高等因素,应用范围仅限于军事、高科技等领域,其与铜、钛等金属的连接技术研究也仅仅局限在国内外部分科研单位。目前,关于这方面的资料尚不多见。本工作就该领域近些年来所取得的最新研究进展,作了系统总结介绍。
1 碳纤维复合材料与铜的连接
热控制系统在航天领域和核工业工程中有着重要的应用,它的设计和制造经常要用到碳或碳纤维复合材料与铜之间的连接。这是因为,碳纤维复合材料与铜的连接结构不但具备良好的导热性能,而且,相对于单纯的铜结构来说,大大降低了结构重量;此外,由于两种材料导热系数相近,在钎焊和使用过程中,不会导致较大热应力的产生。
其中,碳/碳复合材料与铜主要采用钎焊进行焊接,50%(质量分数)Cu- Pb最早被用来作为钎料[21,在710°C钎焊冷却后,钎料与复合材料、铜形成连续的连接界面,但是强度不是很高。后来,人们发现,Ti,Zr等过渡元素,具有很强的化学活泼性,在液态时能与碳元素发生反应。添加少许的活性元素制成的活性钎料,可以直接润湿碳/碳复合材料的表面并完成与其它金属的连接。活性金属钎料法钎焊需要在真空炉或高纯度惰性气氛中进行,通常一次即可完成钎焊连接。
近年来,银基、铜基活性钎料已经开始商业生产,并应用在碳/碳复合材料或陶瓷基复合材料与铜的连接上,见表1。比如, Cu-ABA (92. 8Cu-3 Si-2Al-2. 25 Ti)已经用来钎焊碳/碳复合材料与无氧铜。钎焊前,首先用超声波清洗材料约十分钟,将0. Imm或0. 2mm厚的钎料箔放入试样中间,在试样顶部向下施加6 X10-3 MPa的压力,以450°C/h的速度加热,在970°C和980°C保温0.1h,钎焊温度约为1030℃,真空度不低于2 X10-3 Pa,快速冷却到900℃,其后冷却速度降为180°C/h。碳/碳复合材料与铜可以形成很好的冶金结合,无任何气子L和微裂纹。
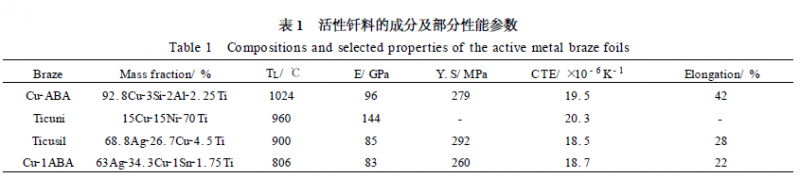
利用15Cu-1 SNi- 70 Ti.68. 8A g-26. 7Cu-4.5 Ti.63Ag-34. 3Cu-1 Sn-1.75 Ti.也可以获得碳/碳复合材料与Cu的良好界面‘4]。其中,Ag- Cu- Ti是一种活性钎料,在真空下进行钎焊,钎焊温度选在820℃左右,可以获得较高强度的接头;但由于在核辐射下Ag会转变成Cd,使接头性能下降,因此含Ag的这种接头不能用在核聚变装置中。用Ti作钎料可解决该问题。Ti作钎料钎焊铜和碳/碳复合材料时,可采用共晶扩散工艺,通常在真空下进行,典型焊接参数为:T=1000°C.t=300s,最好在试样上加一定的压力。研究表明,在同样的焊接条件下,直接在碳/碳复合材料与铜之间插入Ti箔进行扩散钎焊时,接头强度较低;对碳/碳复合材料表面进行预镀处理后,接头强度较高;而采用预涂Cu- Ti膏后,接头强度最高。
用49 Ti-49Cu-2Be[5]钎料连接低密度的碳/碳复合材料与铜时,首先要在复合材料的表面涂上一层有机材料(如树脂等),在1600°C高温的真空或氩气保护环境里使有机材料发生碳化,提高复合材料表面碳层的密度,防止钎料熔化后渗入;然后将钎料以焊膏的形式涂在复合材料的表面,在真空条件下加热至980°C,保温5 min,所得接头强度远远高于母材强度。值得指出的是,这种钎料还适合连接低密度的碳/碳复合材料与钢或者陶瓷。
ITER分流装置中的热管为了具备高强度和高导热性,通常是由最外层碳/碳复合材料包覆着铜合金。Pietro.Appendino通过对碳/碳复合材料表面改性,直接将铜浇铸在表面。他认为,选用的VIB元素(如Mo,W,Cr)很容易与碳生成碳化物,而这些类似金属的碳化物易于被熔化的铜所润湿;各元素对复合材料 表面改性后,铜的润湿效果也不同。
资料下载:









 鲁ICP备2021047099号
鲁ICP备2021047099号