






玻璃纤维增强塑料 俗称玻璃钢,是一种强度高、比重小、耐腐蚀、透波性好的复合材料,它在航天航空以及雷达天线罩等领域正得到越来越广泛的应用。玻璃钢产品的制作主要是在模具上手糊成型,这种成型方法决定了模具在玻璃钢产品制作生产中的重要性。目前,关于玻璃产品的模具设计这方面文献资料还比较少,尤其是对那些形状比较特殊、外表面要求又比较高的产品,更没有成熟的规范可循。本文就某一细长管件玻璃钢产品的模具来讨论如何更好地设计此类模具。
1 产品特点
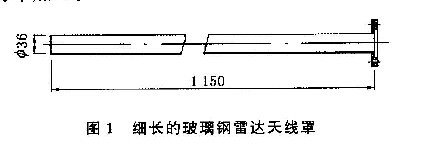
图1所示为某航空测控雷达天线罩,材料为玻璃钢,外形很简单,由一端封闭的细长筒型罩体与另一端的连接法兰组成,它的特殊点是细而长,长细比近30,罩体与法兰须一次成型。由于透波性能要求,罩体壁厚仅1.5 mm,内外表面粗糙度、直线度以及法兰端面与罩体轴心的垂直度要求都很高。它的内表面粗糙度由模芯保证,但手糊玻璃钢产品外表面是粗糙不平的,所以在手糊成型后还必须对它的外表面进行车加工。
2模具结构
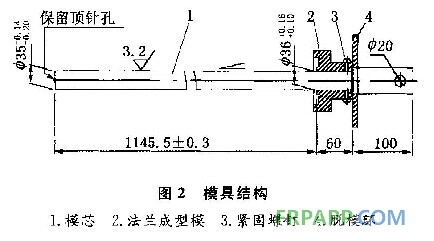
模具结构如图2所示,主要由模芯1、法兰成型模2、紧固螺钉3及脱模环4组成。该模具设计要点在于产品比较细长,脱模是个主要难题,为保证顺利脱模,模芯成型段必须要有脱模锥度,但由于罩体两端的内孔孔径又不能相差太大,所以在1 150 mm长度的罩简成型段上,脱模锥度定为1/1 000,这样罩筒底部(法兰端)内径为36 mm,罩顶部内径为35 mm,保证了大小头直径基本一致。但这么小的脱模锥度加上产品细长,因此靠手工脱模是不行的,必须放到脱模机上进行,为此配制了脱模环4,并在模芯的后端打个20 mm孔,供脱模时用。
另外,产品外表面须车加工,所以模芯后部加长100 mm作为车加工时的夹持段,并在模芯前端保留顶针孔,以保证如此细长杆件的车加工顺利进行。车加工完毕后罩筒顶端由车床顶针造成的孔先不封堵,作为脱模时的通气孔。
法兰成型模2用来成型法兰,为保证法兰端面与罩筒轴心垂直,故法兰成型模与模芯之间应具有一定的配合长度,这里定为60 mm,见图2,成型时法兰成型模用2个紧固螺钉固定在模芯上。
3产品脱模
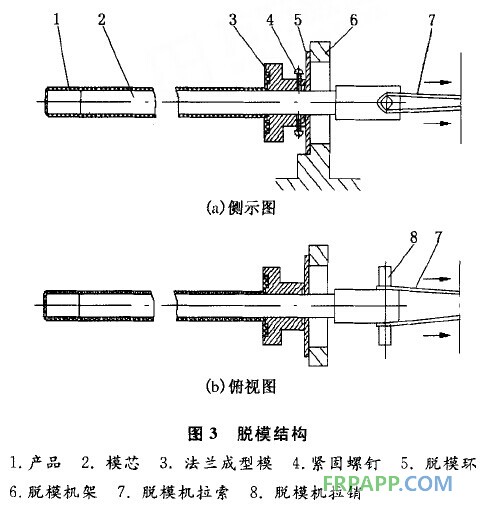
产品手糊完成并固化后车加工外表面,车加工后脱模,脱模放到管件通用脱模机上进行,因通用脱模机上的通孔比较大,脱模环4就正好起到了阻挡作用,如图3所示。脱模时先将法兰成型模上2个紧固螺钉松开,在模芯后端孔中插入拉销,拉销的两端套上拉索,脱模机的拉力通过拉索、拉销,很容易就可把模芯从产品中脱出,在这过程中由于罩筒顶部有通气孔所以罩筒内不会因产生负压而影响脱模,脱模完毕后再用玻璃钢材料将该孔严实牢固的封堵。
4 结论
由于此模具模芯脱模锥度设计合理、法兰成型模与模芯配合长度适当、车加工的夹持段与顶针孑L的保留以及与脱模机配套的脱模环和脱模拉销孔的配置,使产品的成型、外表面车加工以及脱模等各工序都能顺利进行,产品的尺寸精度、表面粗糙度及形位公差都达到了要求,模具使用方便,效果很好。









 鲁ICP备2021047099号
鲁ICP备2021047099号