






后来,由于供给厂商面临着汽车产业不断增加本钱的压力,促使长纤维增强热塑性塑料的直接加工技术(Long-Fiber-Thermoplastic-Direct-In-Line-Compounding,简称“LFT-D-ILC”或 “LFT-D”)在1996年诞生。在该种加工技术中,无需半成品加工的生产步骤,通过程序化控制的加工机械,直接用得到匹配的原材料即热塑性塑料和增强纤维来生产部件。这也是直接加工技术从根本上与半成品加工工艺不同的地方。
优越性
不同LFT材料的比较

在LFT-D工艺中,优良的活动性能增加了制品表面的透明性,以至外露可见部件可具有凸形表面制品花纹,从而大大降低了纤维印刷(fiber-print)的使用率。
使用LFT-D加工技术对废旧回收部件进行直接加工,可带来经济性和生态优越性的双重上风。整个工艺过程包括废旧部件的加工(被切碎并从金属安装件上分离),以及使用废物生产材料。经切碎回收的材料直径范围为12~50mm。回收材先在专用的单螺杆回收料挤出机中熔融,然后直接被喂进双螺杆装置(ZSG)中。同时被喂进的还有长纤维,用以增加部件的刚性。对于尺寸范围为8~12mm的回收料而言,可被直接喂进聚合物配混机中。
需要留意的是,对于LFT-D加工来说,并不像GMT和LFT-G那样,制品质量主要是由半成品性能来决定。实在,对材料性能具有深刻了解的操纵者才是对加工控制起作用的主导因素,特别是对回收料的加工更是如此。
设备技术
利用长纤维增强热塑性塑料直接加工设备,可把增强纤维作为一种连续的粗纱加进到已熔融的聚合物中,然后使连续纤维分裂成长纤维并在聚合物中浸渍、扩散和均匀化,最后把产生的这种长纤维配混料模制成部件。
在此,以Dieffenbacher公司开发的LFT-D设备为例,介绍一下长纤维增强热塑性塑料直接加工设备。该设备的最前端是一台使基体聚合物塑化的双螺杆挤出机。该挤出机的高剪切作用,使之具有很高的熔融能力。其挤出的聚合物熔体以聚合物膜的形式通过专门研制的缝口模头,从而被传递到第二工位,即所谓的“双螺杆装置单元(ZSG)”。在此,预热的连续纤维丝束与传递过来的基体一并被加进。该ZSG装置由Leistritz公司专门设计制造,长径比为13,由大气或真空控制的透风系统进行透风。热塑性塑料基体和纤维的均匀化配混物从缝口模头流出,通过一台PAL输送机被运走,然后被铡刀式切断机切成终极部件。除上述装置和工位外,该设备还具有用于热塑性塑料及回收料配混的测重定量供料工位,此工位能按照配方对添加剂如颜料、抗氧剂、热稳定剂及纤维/基体偶联剂测重并定量加料。
使用这套设备加工长纤维增强聚丙烯(PP),在螺杆转速高达500r/min下,最大可实现500~600kg/h的总挤出量。不过,这种产率能否达到,还要取决于挤出物中玻璃纤维的含量。
影响材料特性的因素
在对聚丙烯与玻璃纤维结合进行研究的基础上,绘制出了影响长纤维增强塑料特性的因素图(如图1所示)。由此可以得到影响材料特性的3个主要因素:玻璃纤维、纤维表面所涂胶料与纤维/基体树脂偶联剂,以及基体树脂。
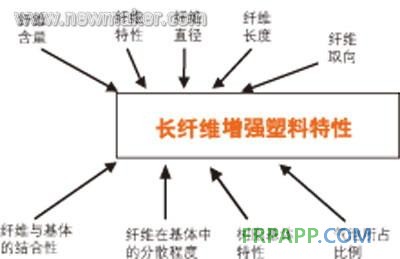
图1 影响长纤维增强塑料特性的因素
纤维在增强塑料中的主要功能是增强基体以进步其刚性和稳定性。玻纤具有更低的模量(与碳纤维相比),并且更经济、更易于加工。
E或E-CR玻纤通常被看作经济的纤维增强材料。该玻纤高的拉伸屈服性与低的延伸性(3.5%)为其带来了出色的拉伸、压缩和冲击性能,以及较高的拉伸和弯曲弹性模量。另外,玻纤还具有优良的耐侯性(高达650℃)且仅稍微吸湿。
玻纤单丝的直径为3~24mm。其生产过程是:从熔融的玻璃中抽出细丝,接着表面涂胶冷却,喷出纤维,再束成粗纱,然后将其切割或者缠绕在线轴上。
按照直径及细丝数目,可将玻纤粗砂分为不同规格的粗纱。粗纱的重量在2 400~4 800tex时可以应用,但还要取决于其在组分中所占的比例。粗纱线轴被放置在互不缠绕的装置上,然后进行预热。
一条玻纤细丝与另一条玻纤细丝顶真个结合性,对LFT-D工艺过程有很大影响。单个纤维细丝在熔融状态分散得越好,则纤维增强塑料的均匀性就越好。然而,由于技术工艺限制,仅能得到有限分散的单丝。通常,单丝粗纱在LFT-D工艺中应用时,显示了更好的加工能力。
2、纤维表面所涂胶料及纤维/基体树脂偶联剂
通常,玻纤的未处理表面不表现或只表现与聚丙烯很低的结合性。因此,为了能够充分利用纤维的增强效果,即进步二者之间的结合性,必须对纤维表面涂胶以及在纤维和基体树脂间使用偶联剂进行处理。
在纤维表面涂胶后,单丝和粗纱间的结协力得到进步,这样纤维就会顺利地穿过设备中不同的绳股导向系统。
胶料的化学组成由被加工的基体树脂所决定。通常胶料的基体多为硅烷(SiH化合物),由于它与玻璃(硅酸盐材料)亲和。同时,由于其含有活性基团,可与纤维和基体树脂间的偶联剂发生反应。氨基硅烷通常用作纤维增强聚丙烯复合材料的胶料。
马来酸酐经常被用作纤维/基体树脂间的偶联剂。马来酸酐分子的易反应基团与氨基硅烷胶料起反应,以此与纤维相结合。如图2所示,纤维/基体树脂间的偶联剂与纤维表面通过化学作用相结合,同时分解出水分子,由此实现了聚丙烯分子与玻纤的结合。

图2 Dieffenbacher的LFT-D设备
当纤维取向成直线态,垂直于纤维取向的基体树脂的稳定性就会受到影响。而基体树脂的改变会强烈影响纤维与基体树脂的结合性。
考虑到熔融工艺过程及基体材料的力学性能,有一个重要因素必须引起留意,那就是熔体活动速率(熔融粘度)。
通过对30%玻纤增强具有不同熔体活动速率的耐冲击聚丙烯共聚物的研究,以及对浸渍过程中能量消耗最大值的比较可知,消耗能量随MFR值的升高而降低。MFR为70g/10min时,共聚物能量消耗最低。然而,由于MFR为70g/10min时共聚物分子链长度较短,所以其力学性能相对较低。经研究确定,MFR为44g/10min的PP树脂作为LFT-D工艺生产用基体树脂最为适合。
未来走向
目前,自然纤维(例如,通过设立的栅网)还难以被输进到长纤维增强热塑性塑料的直接加工工艺过程中,然而经研究,利用图3所示的工艺生产自然纤维增强再循环复合材料,要比其他现有工艺技术更具优越性。因此,自然纤维的LFT-D工艺技术还有待进一步改进。
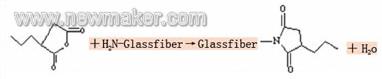
图3 马来酸酐反应机理
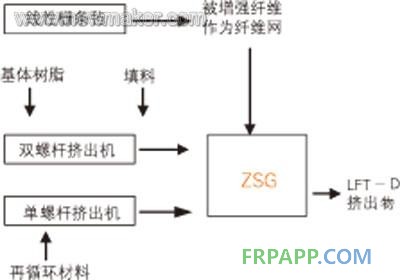
图4 自然纤维的LFT-D工艺过程(end)









 鲁ICP备2021047099号
鲁ICP备2021047099号