






坩埚法拉丝作为我国特有的玻璃纤维生产技术,其投资少,生产调整灵活,在我国中小型玻纤企业应用广泛。近年来,坩埚法拉丝在增产增效、节能降耗等方面有了明显的进步,但在产品质量上,与池窑拉丝产品的差距越来越大,尤其体现在纤维基本性能上,如线密度、浸润剂涂覆的均匀性等方面。其原因不仅在于坩埚法生产固有的热容量小、工艺不易稳定的缺陷,而且与所采用的落后的生产过程控制技术有很大关系,尤其是目前坩埚法拉制的细纱产品,控制技术对产品质量的影响更大。
传统的坩埚拉丝控制对象主要包括:漏板控制、电熔控制、加球控制三方面。其控制方式对应为:漏板控制一般采用恒压控制,也有少数采用恒温控制方式;电熔控制基本是恒流仪表控制;加球控制多是不连续的间断式加球控制。这些控制方式虽然可以满足基本生产要求,但对于高质量要求的玻纤细纱来说,仍存在以下主要缺陷:(1)漏板电流电压控制精度不高,漏板温度波动大,纱的线密度波动较大。(2)各种现场应用的仪器仪表与生产工艺结合性较差,没有针对坩埚法玻璃熔制的特点进行生产过程的控制。(3)故障率较高,稳定性差等。因而需要生产过程进行精密控制,以提高产品质量及稳定性。
坩埚法玻璃纤维拉丝精密控制技术与现有技术相比,拉制过程的控制对象范围和控制要求精度更高,稳定性和可靠性更高。控制对象范围增加,包括:(1)漏板恒温恒压控制。(2)电熔控制与坩埚炉型的合理集合。(3)加球控制要求采用连续式加球,以减小间断式加球对系统液位及温度的冲击而引起固有缺点。(4)涂油器也要求变频调速控制以使内外层浸润济一致。(5)拉丝机控制与漏板温度变化规律的结合等。不仅对以上控制对象增加要求,而且控制精度和控制效果也有更高要求。本文就是针对上述工艺控制要求提出一整套控制方案。
1 精密控制主要技术环节
1.1漏板控制
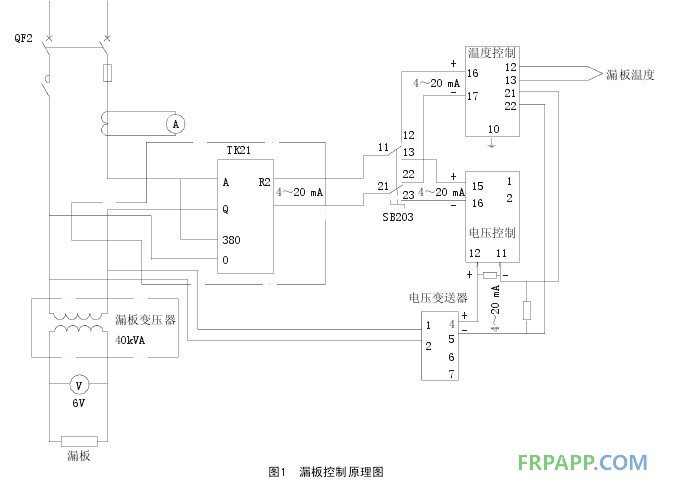
采用恒压、恒温及无扰动切换控制装置,采用性能、控制调节质量和稳定性更好的移相功率调节器调节漏板变压器的输出功率,取代传统的可控硅触发回路;采用5位高精度温度控制器,确保漏板温度精度高,周期震荡幅度小;电压信号的采样也使用独立的高精度真有效值电压变送器,保证电压采样信号不失真,这样即使是恒压控制时,系统也具有很好的稳定性。与传统的恒压仪表控制相比,在电压信号采样、控制仪表的控制精度和输出功率触发等诸多环节上完全提高一大步,系统具有恒温、恒压与它们的串级控制,使得系统在信号抗干扰、信号漂移、触发稳定性和控制精度上都获得很大提高和改进。在系统升温和拉丝过程中方便地使用恒压控制和恒温控制的无扰动切换功能。
高精度温控仪在拉丝过程中漏板温度控制可在±0.5℃范围,即使在恒压控制方式下,漏板温度波动也小于目前的恒温仪表。
漏板控制原理,见图1。









 鲁ICP备2021047099号
鲁ICP备2021047099号