






通过上述的改造,本系统即使是在恒流、恒压的控制方式下也能做到高支纱的支数波动在±3%之内。
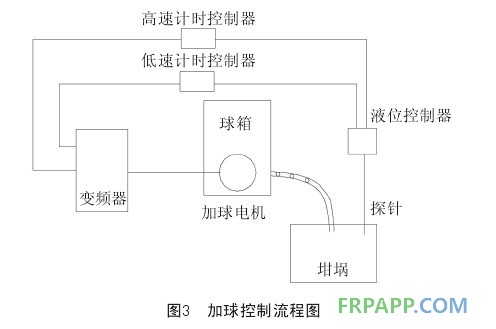
加球控制系统原理,见图3。-
1.4 涂油器控制
与拉丝机时间继电器连锁,采用变频变速控制,实现涂油器在拉丝过程中减速,保证原丝筒内外层浸润剂含量一致,该技术与池窑拉丝一致。
1.5 拉丝机控制
将普通拉丝机进行部分控制改造,引入变频控制,也能有效提高产品质量及稳定性。
(1)引入变频控制后,软筒拉丝可实现转速随丝饼直径的递减,从而实现线速度的恒定;对硬筒拉丝来说,可实现补偿硬筒直径大小头带来的线速度的变化。
(2)引入变频控制后,可以进一步设定程序,抵消当拉丝过程发生中断时,漏板周围的冷却气流环境发生变化,漏板温度随之会逐渐上升,再次上车时,会带来的一段时间原丝线密度的偏离标准的现象。在池窑拉丝生产过程控制中,采用漏板温度补偿程序来实现,为减少控制装置投资,可用拉丝机的速度补偿来实现,即通过拉丝速度的变化来抵消漏板温度变化对线密度的影响。
2 结果与讨论
(1)以上就坩埚法玻璃纤维拉丝精密控制技术提出了一整套控制方案,从实际运行效果来看,大大提高和改善上述环节的控制精度和控制效果,系统工作的稳定性明显得到改善,各项控制操作方便灵活,控制性能安全可靠,液位波动小,尤其是克服了以往加球冲击给系统带来的强烈扰动,使得系统温度得以平稳控制;漏板温度、玻璃液温度、原丝线密度以及拉丝工作状态等各项指标大大提高,为高要求拉丝工艺提供控制方面的保证。
(2)提高坩埚法玻璃纤维拉丝控制水平是提高产品质量的重要手段之一。在采用紧密控制技术的同时,首先应充分理解产品的质量要求,并采取合理的工艺装备和技术,以使得精密控制技术达到预期的要求。同时也可结合产品要求和工艺及装备现状密切配合,合理选择精密控制装备,以达到投资少,见效快的目的。









 鲁ICP备2021047099号
鲁ICP备2021047099号