






一、玻纤增强聚碳酸酯简介
聚碳酸酯具有优良的物理机械性能,尤其是耐冲击性优异,拉伸强度、弯曲强度、压缩强度高;蠕变性小,尺寸稳定;具有良好的耐热性和耐低温性,但其抗疲劳强度差,容易产生应力开裂,抗溶剂性差,耐磨性欠佳。所以通过玻璃纤维来改善抗疲劳、抗溶剂性等性能,使更广泛运用于玻璃装配业、汽车工业和电子、电器工业,其次还有工业机械零件、光盘、包装、计算机等办公室设备、医疗及保健、薄膜、休闲和防护器材等。

二、玻纤增强聚碳酸酯“浮纤”现象产生原因
增强聚碳酸酯成型生产中容易出现一些问题,包括因熔融粘度大造成的充填困难、因混炼不均造成的性能变化以及制品表面质量、翘曲变形等等。特别是制品表面质量,对于外观要求越来越高的产品零件来说,有着十分重要的意义。“浮纤”现象是玻纤增强PC在注射成型过程中,经常出现的表面质量问题,一直困扰着塑料制品的生产制造。
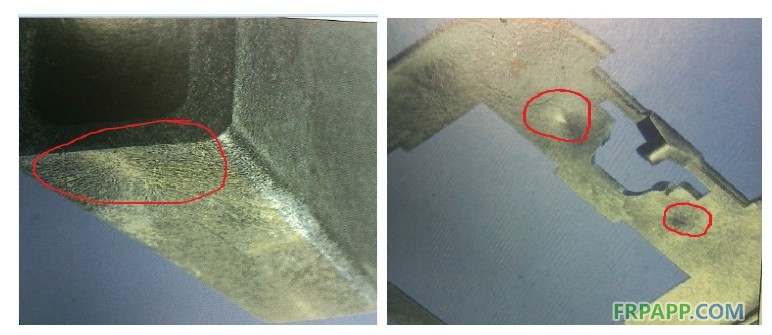
浮纤
浮纤也叫露纤。在生产加玻纤的原料时最容易出现的就是表面外观不良,主要为烧焦、露纤和料花。而这个里面最主要的、最难解决的就是露纤了。所谓露纤就是玻璃纤维露在产品表面,比较粗糙,外观上比较难以接受。
浮纤形成的原因有很多,但最主要原因有三种:
1.玻璃纤维与聚碳酸酯的相容性
玻纤增强聚碳酸酯是由玻璃纤维和聚碳酸酯所构成的复合体,两种材质差异较大,彼此混合后存在相容的问题,为了保证塑料的性能,玻璃纤维要经过表面处理才能与塑料分子产生一定的界面相容性,但偶联剂添加到一定的份量会达到一个相容力的极限,这种相容性是相对的,有限的及不稳定的,状态改变时外因作用达到一定程度就会被破坏,玻璃纤维会因此摆脱束缚。
2.玻璃纤维与基料的比重差异
“浮纤”现象是在注射成型过程中出现的,处于粘流状态的聚酯熔体从注射机喷嘴经由模具的浇注系统注入型腔,在这个流动过程中,由于玻璃纤维与聚碳酸酯的比重不同,其流动性也会有差异,使两者形成分离的趋势,当分离作用力大于界面粘结力时便会脱离开,而且密度小的物质浮向表面,密度大的物质沉入里面,因玻璃纤维密度较小,故浮向表层而外露,在制品表面产生白色的痕迹。此外,聚酯在流动过程中受到嫘杆、喷嘴、道流及浇口的摩擦剪切力左右,既易造成局部粘度的差异,又会破坏玻纤表面的界面层,熔体粘度愈小,界面层受损,玻璃纤维受到的粘结力也愈小,当粘度小到一定程度时,玻璃纤维便会摆脱树脂基体的束缚,逐渐向表面累积而外露。
3.喷泉效应
聚酯熔体注入型模时,会形成“喷泉”效应,即玻璃纤维会由内部向外表流动,与型腔表面接触,由于模具型面温度较低,质量轻冷凝快的玻璃纤维被瞬嗣冻结,若不能及时被熔体充分包围,就会外露而形成“浮纤”。
三、我司玻纤增强聚碳酸酯“浮纤”现象解决方案
根据浮纤产生的原因,提出相对应的解决方案:
改善玻纤与聚碳酸酯的相容性
通过加入相容剂、分散剂、润滑剂来改性玻纤,从而提高玻纤与聚酯的相容性,增加界面粘结强度,来改善“浮纤”现象。但目前市场上的玻纤生产厂家,如巨石集团、泰山玻纤等均生产改性专用的无碱玻纤无捻粗纱,其涂覆硅烷浸润剂,能改善二者的相容性。但二者的相容性是相对的,因此玻纤与聚碳酸酯的配方也是非常关键的。
改善玻纤与聚碳酸酯的比重
聚碳酸酯要选用流动性高的,这样既能保证增强聚酯具有良好的流动性,因此能改善由于剪切力引起局部黏度差异。而玻纤则要选择短纤,由于短纤与聚酯分散混合均匀,能改善浮纤的现象,但是相对无捻粗纱连续玻纤成本就提升了,目前国内大部分改性厂家都是用连续玻纤。而连续玻纤是通过螺杆剪切分散在聚碳酸酯基体中,因此控制控制螺杆的转速以及聚酯的进料量是连续玻纤增强的关键所在。只要控制好二者的量,生产出来的玻纤增强PC也能改善“浮纤”现象。
通过改善成型工艺条件
(1) 适当提高温度
由于玻纤增强PC的熔融指数相对应的降低了,因此要适当的提高料桶的问题,改善流动性,避免填充及熔接不良,但温度不宜过高,加料段温度比压缩段稍低即可,以利用其预热效果,降低螺杆对玻纤产生的剪切作用,减少局部黏度的差异及对玻纤袁面的破坏力,保证二者的粘结强度。此外,还需还对应的提高模具温度,减少了玻纤和模具接触阻力,让玻纤与聚碳酸酯的速度差尽量变小,从而可以减少浮纤。
(2) 适当提高压力以及射速
较高的注塑压力和背压有利于填充,提高玻纤分散性,但会容易造成翘曲变形,脱模困难,因此压力只需比非增强的PC略高点即可。
提高射速能明显的改善“浮纤”现象,虽然二者存在的流速差,但相对于高速射胶而言,他们的相对速度差较少,从而减少取向性、增加玻纤的分散性,但需要注意浇口处发生“喷射”现象。
在注塑成型过程中,维持玻纤与聚碳酸酯具有稳定的相容性,是改善“浮纤”现象的关键所在,这要求一方面需进一步强化其界面亲和力,另一方面则要持续保证玻纤具有足够的分散性。因此,在合成玻纤增强PC时,增强料的好坏直接决定着“浮纤”现象。
成果:
下面的几幅图为客户用我司TG-2630粒子所注塑的产品图片,为清楚起见,图片为放大图片,倍率为5-10倍。
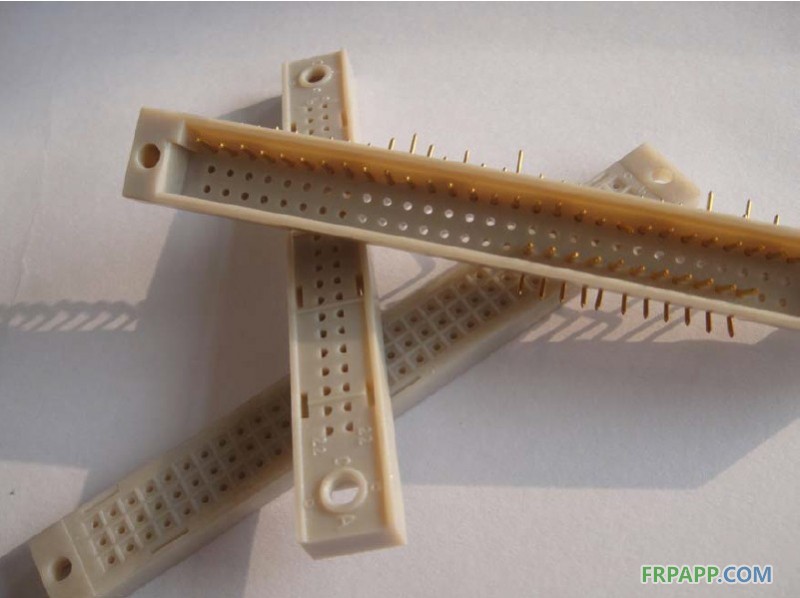
此图为军用接线器图片。所注塑产品表面光滑平整,有汉白玉一般的质感,坚硬无比。用放大镜也无法找到玻纤外露现象。
下图的民用注塑件所用模具精度不高,但所获得的产品依然性能优越。敲击隐隐有金属声。
客户产品众多,如精密印版、电脑组件、手机组件等等,鉴于篇幅和其他原因,这里就不一一列举了。












 鲁ICP备2021047099号
鲁ICP备2021047099号