






图4 Walter Titex PCD
这些国外刀具虽然很好地提高了刀具寿命及钻孔质量,但刀具对机床设备的要求比较高,需要在数控加工中心上应用,且价格昂贵,为同尺寸国产硬质合金刀具的10多倍。
我国目前还没有钻削碳纤维增强复合材料的专用刀具。复合材料应用部门目前主要采用YG类硬质合金麻花钻,如YG6X、YG8和Y330。这种刀具制造简单,成本低,易于刃磨,对机床设备要求低。但使用寿命低,一般钻削30~40个孔后,就需要进行刃磨。为了提高刀具的使用寿命,一些刀具厂商对刀具进行表面涂层处理,如氮铝化钛涂层和金刚石涂层。
试验内容
钻削碳纤维增强复合材料,一般采用高转速和低进给量。本试验采用高速台钻Z4006A,具有1370r/min、3700r/min、6900r/min、10000r/min 四级转速,满足钻削时高转速的要求。为了全面研究各类工艺参数对钻削轴向力和制孔质量的影响,作者对该钻床进行了改进。在钻床上加上步进电机实现钻床自动进给功能,进给量可大范围调整。图5为碳纤维增强复合材料钻削轴向力测量平台示意图。
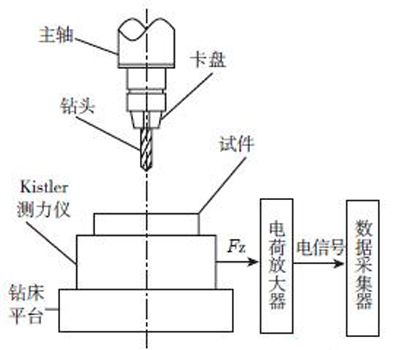
图5 轴向力测量平台示意图
钻头钻削碳纤维增强复合材料时,产生一个向下的轴向力,Kistler9257A测力仪将力信号转换成电信号,经Kistler5019电荷放大器放大后,由数据采集器和专用测力软件3010DEWE在计算机上形成动态轴向力曲线图,如图6所示(主轴转速n=6900r/min,进给量f=0.01mm/r)。
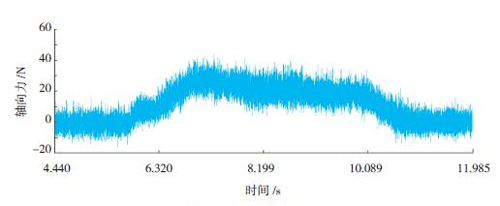
图6 动态轴向力曲线图
主要从刀具和钻削参数2方面对复合材料的钻削工艺进行了研究。刀具包含刀具材质和几何参数;钻削参数包含主轴转速和进给量。由于切削液对复合材料的性能有不良的影响,所以在钻削碳纤维增强复合材料时,一般采用干切削的方法。
试验选用的刀具主要有YG8、Y330 和Y330(涂层),其中涂层为金刚石涂层。3种钻头钻型均为标准麻花钻。钻削材料为4.4mm 厚的碳纤维增强复合材料板,铺层方向:[45/0/-45/90]3S。试验中,为消除钻头磨损的影响,除特别说明外,每支钻头只钻一个孔,为防止出口劈裂,在钻头出口侧垫聚氯乙烯硬塑料板。









 鲁ICP备2021047099号
鲁ICP备2021047099号