




玻璃纤维具有许多优点及特殊性能,已被广泛使用。但是玻璃纤维的脆性及较低的耐磨性能影响了它的使用价值,限制了它的应用领域,对其织物进行涂层处理能改善其脆性和耐磨性。但玻璃纤维具有平滑的表面、较低的亲水性能以及较差的芯吸效应,故很难将涂料吸收和渗透到纤维内部。涂料和纱线之间及涂料和织物之间的剥离强度太低,甚至不能满足产品的正常使用。本实验的目的就是对玻璃纤维纱经喷气变形以改善纱线及其织物对涂料的吸收和渗透性能,提高玻璃纤维涂层织物的剥离强度,延长其使用寿命,拓宽其应用领域。
1 .玻璃纤维空气变形纱的制造
本实验采用2种不同号数和捻度的玻璃纤维原纱进行空气变形,其物理特性如表1所示。
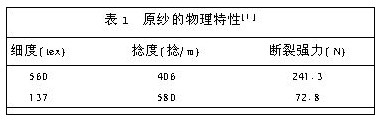
本实验采用Eltex Rentlingen空气变形机对原纱进行变形。主要的工艺参数有空气压力和超喂率。通过优化得出560tex变形纱的最佳空气压力和超喂率分别是0 7MPa和7 38%,而137tex变形纱则分别是0 6MPa和5 43%。喂入纱线越细,所需要的空气压力或超喂率越低,因为细的纱线比粗的纱线更容易变形[1]。
2. 空气压力对变形纱涂塑率的影响
空气压力是空气变形纱最重要的参数。当超喂率恒定为5 43%,在不同的空气压力下生产变形纱并经PVC涂料涂层。为了便于比较,将变形纱及原纱的涂塑率列于表2。空气压力与涂塑率的关系如图1所示。
涂塑率按以下公式[2]计算:
涂塑率=(W后-W前) W前×100%
式中,W后为涂塑后变形纱的重量(g),W前为涂塑前变形纱的重量(g)。
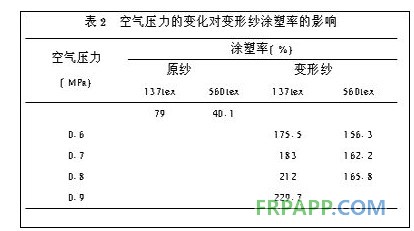
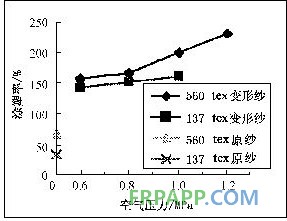
图.1 空气压力和涂塑率之间的关系变形纱和原纱涂塑率的比较
由表2和图1可以看出,560tex纱线的涂塑率在同样条件下均高于137tex纱线的涂塑率,这是因为种原纱的粗细和捻度不同等所造成的。当空气压力从低向高变化时,两种变形纱的涂塑率也随之提高,因为空气压力越大,纱线通道内的气流速越高。喷向原纱的高速气流使原纱绕其轴线更快地旋转和振荡,纱中的纤维变的蓬松、起圈、相互缠绕,有利于树脂渗透和被吸收到纤维的内部。此外,变形纱的涂塑率远高于原纱的涂塑率。原纱表面非常光滑、平整、紧密,树脂很难渗透到纱线内部,造成原纱涂塑率较低。
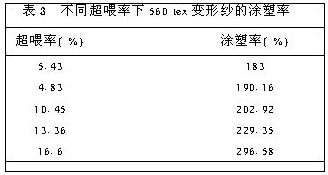
3. 超喂率对变形纱涂塑率的影响
超喂率是喂入速度大于输出速度的百分率[3]。当恒定压力为0 7MPa时,560tex原纱在不同超喂率下变形纱的涂塑率如表3所示。超喂率与变形纱涂塑率的关系和空气压力与变形纱涂塑率的关系相似。如果超喂率逐渐提高,则喷丝孔中的原纱苫竦玫驼帕?纱线中的纤维在喷入气流的作用下很容易分离、成圈、缠绕,使纱线变得蓬松。因此,变形纱的涂塑率随超喂率的提高而提高。
4. 变形纱织物的涂塑率和剥离强度
560tex和137tex原纱采用的超喂率和空气压力分别为7 38%,0 7MPa和5 43%,0 6MPa而制得的变形纱在实验机上分别织成平纹织物试样。为了便于分析比较,还分别织制了与变形纱织物相同规格结构的原纱织物。560tex变形纱和原纱织物的密度为90根 10cm×60根 10cm(经×纬);137tex变形纱和原纱织物的密度为180根 10cm×100根 10cm(经×纬)。以上4种织物分别经PVC涂层并在烘干机内烘干1min,烘箱温度为200℃。该织物涂塑率的测试与前面对纱线涂塑率的测试相同。在剥离强度测试中,2层织物在200℃高温下焊合在一起成为一个试样,试样经向长度为280mm,宽度为50mm。试样的一端被分成2部分或者不被焊合,即为2层织物。2层织物分别夹持在拉伸试验机的上下夹钳内,上下夹距为200mm,夹持长度要确保试样自然张紧,下夹钳的拉伸速度为100mm min。每种织物分别测试10个试样,取其平均值,所得强力称为剥离强力。剥离强度按下式计算[2]:
剥离强度=P H
式中,P为平均剥离强力(N);H为试样宽度(cm),本试验H为5cm。
4种织物的涂塑率和剥离强度的试验数据见表4
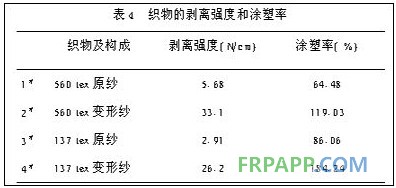
从表4可以看出织物2#的剥离强度远大于织物1#的剥离强度,织物4#的剥离强度远大于织物3#的剥离强度,其原因与前面变形纱的分析相似。在涂塑过程中,也可以很明显地观察到,织物2#和4#能迅速地吸收PVC涂料并能使其渗透到织物甚至纤维内部,而对于织物1#和3#,涂料仅停留在其表面,干燥后用手即可揭掉。变形纱织物2#和4#具有蓬松的结构,其表面显露有杂乱的纤维或丝圈等,正是这些纤维和丝圈首先接触涂料,然后使其渗透到蓬松的、低捻的纱线内部,并与之融为一体[4]。因此,具有茸毛表面的蓬松的变形纱织物的剥离强度显然远大于具有光滑、平整表面的原纱织物的剥离强度。
5. 结 论
1. 玻璃纤维变形纱的涂塑率远大于原纱的涂塑率。因为变形纱具有蓬松的结构,表面具有散乱的丝圈,使其容易吸收涂料,也容易使涂料渗透到纱线内部。
2. 由于玻璃纤维变形纱织物具有毛茸的表面,使变形纱织物的涂塑率和剥离强度远大于普通纱织物的涂塑率和剥离强度。
3. 变形纱的主要工艺参数,空气压力或超喂率在一定范围内逐渐增大,玻璃纤维变形纱的变形效果越好,越蓬松;变形纱及其织物的涂塑率越高,织物的剥离强度越大。











 鲁ICP备2021047099号
鲁ICP备2021047099号