






一、构 造
玻璃钢立式罐一般为圆柱形,直接置于基础上,底部为平底,顶部为锥形或平顶。受到运输条件限制,立式罐的罐顶、罐壁和罐底均采用分次制作,然后现场拼接的工艺方法。主要步骤为:
1、在车间制作罐壁内衬和罐顶完毕后,运至现场拼接;
2、现场制作罐壁结构层和罐底;
3、吊装罐壁和罐底对接形成整体。
罐壁的三层结构
一般情况下,玻璃钢立式罐罐壁有三层:
(1)、内衬层。具有内架和气密作用,厚度为2.5~3毫米。该层多采用韧性好、延伸率高、固化收缩率低且具有一定耐腐蚀能力的树脂;增强材料选用与树脂具有良好浸润性、树脂固化后应变集中系数小、能保持较高树脂含量的非连续性短切纤维制品,树脂含量达80%以上。内衬层还可分为内表层、次内层和内衬外层。内衬层通常采用手糊工艺,分片制作。(2)、强度层。即承载层,采用缠绕工艺成型罐体时,该层由玻璃纱绕制而成;采用强度高、韧性好、延伸率高、固化收缩率低的树脂,它的厚度要根据直径、压力和安全系数等计算确定。(3)、外表层。厚度约为0.5毫米,此层具有抗老化、抗紫外线照射,同时还具有防外部介质内渗作用,要求树脂含量大于80%。固化剂、促进剂、抗老化剂用量随环境温度、罐径大小不同而改变,一般在树脂中的比例应视固化效果确定。
顶盖
玻璃钢立式罐顶盖不能太薄,通常按1kPa 均布荷载,同时还应适当布置纵横交叉加强筋,以防止顶盖局部塌陷。
罐壁厚度
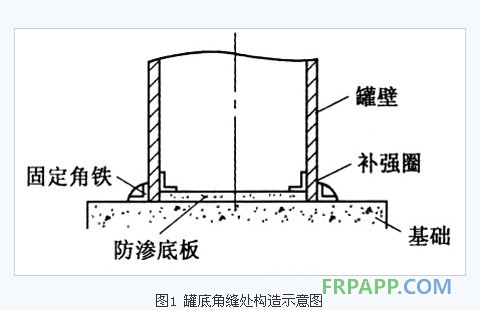
由于罐内液体压力,风载引起弯曲应力,罐体自重引起的压应力都随高度而变化且在底部达到最大值,所以罐壁从罐顶逐渐加厚至罐底,罐顶处壁厚一般不超过5 毫米。采用渐变厚度立罐要比厚度不变罐降低30%的材料用量。罐底角缝处构造可参照图1 ,底部加强圈一方面可以对罐底部筒体进行加强,同时也是防渗结构。
二、材料选用
内衬层
内衬层通常采用表面毡和450g/m2短切毡及玻璃纤维方格布。表面毡浸胶速度快、覆盖性能好、能吸收较多树脂、含胶量可达90%。次内层通常采用450g/m2短切纤维毡,其覆盖性能好、层间内聚力和冲击强度较好、树脂含量高。内衬外层多采用中碱玻璃纤维布,其强度较高、纤维松散、容易被树脂浸润,具价格便宜。对于酸性介质,应选用耐酸性好的中碱玻璃纤维作为增强材料。对于非酸性介质,应选用耐老化、吸水率低、强度高的无碱玻璃纤维。由于无捻度未纺织,加强层和外表层多采用强度高、树脂浸透性无捻玻璃纤维纱。
树脂
内衬中的树脂常选用不饱和聚酯。此类树脂具有工艺性好,固化后综合性能优于其它树脂,并有特点牌号适应不同用途需要,如耐腐型、耐燃型、阻燃型等,价格经济。
填料
制作表面层时可加入抗老化剂,比例为树脂含量的5%~10%。罐体制作中一般不加填料,因填料对树脂的凝胶时间有影响,在制作罐壁和罐底的补强圈时,可按树脂:填料=1:1的比例配制成树脂腻子进行制作,并采用石英砂作为填料。
三、玻璃钢立式罐施工工艺
施工工艺如图2所示:
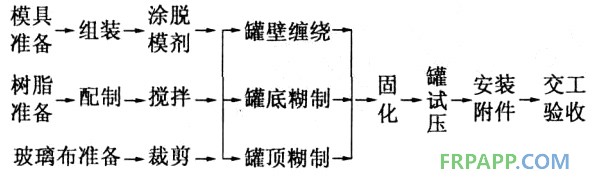
图2 玻璃钢立式罐施工工艺流程图










 鲁ICP备2021047099号
鲁ICP备2021047099号