






LSA—LSA低收缩剂的加入量,本稿省略了LPA,不分别列出了
LSA一般都采取定向采购,也可以自配,在配方设计时一定要先摸清LSA中热塑性树脂的浓度,浓度的高低直接影响LSA的粘度,粘度过高会影响随后加入粉料时的浸润,有些初入门者往往觉得粘度高时,就认为加些单体苯乙烯St来降粘,用来改善混料时对粉体的湿润,但这不是一个好办法,过量的苯乙烯的加入,在固化时用不完,残留的St会引起许多弊病,诸如强度下降、耐热性变差,甚至在成型中拔高放热峰温度,致使部品表面微裂。一般在配方设计时要校核苯乙烯的含量,控制在45~50phr。
St在BMC中的含量用下式计算:
St=LSA*(1-B)+UP*(1-C) [2]
式中:C—UP树脂中不饱和聚酯的固含量%
一般为65~68% 见供应商的品质保证书
一般的标准配方,UP的固含量是65%,LSA的固含量是40%,当按照UP:LSA=60phr:40phr时:
A=40*0.4/(60+40)=16 phr
St=40*(1-0.4)+60*(1-0.65)=45 phr
的工艺助剂,兼有脱模剂的作用,即BYK-P9050。
3.2增稠剂
BMC的增稠机理与SMC的增稠机理是完全一致的,只是增稠行为没有像SMC那样严格。但是绝不是有人提议的,BMC不必增稠也可以成型出好的制品。BMC配料中添加增稠剂,同样是希望经捏合机充分混和已经均相的粘弹体能基本保持其均质、均相的状态,不发生相分离,更不希望有液态树脂析出,而且希望在成型流动其间予混料还能带着玻纤一起流动,充满型腔的各个部位。故增稠不良、或达不到相当高的粘度都是造成制品多种表观缺陷的重要原因。
BMC选用的增稠剂大多是氢氧化钙Ca(OH)2 ,只是到了冬天,气温较低时,有选用氧化镁MgO,以达到快速稠化的目的。这些增稠剂大多选用粉体与填料同时加入捏合机,故推荐的增稠剂的用量是:1.0~1.2phr 。只是到了黄梅季节,环境湿度居高不下,不仅填料粉体吸湿,玻纤表面也吸湿,Ca(OH)2 粉更易吸湿,水的存在,会严重影响增稠行为,产生不稳定因素,宜应注意防控。
3.3引发剂
常用的引发剂是TBPB ,添加量取1.0phr,这时侯的成型品之固化速率通常取1min/1mm。目前,为了提高成型速率,已较多地采用复合型引发剂,寻找固化速率和模塑料存放寿命之间的相对合理,一般选择TBPB和TBPO混用,总添加量还保持在1.0phr左右,两者的分配可按:TBPB 0.70phr,TBPO 0.30phr。这时侯的固化速率可达到1min/2.5mm。
3.4颜料
也称着色剂,对客户来讲目前对BMC制品外表颜色的追求愈发显得重要了,因为这对他们而言,即最终推到市场上的产品被顾客的吸引力如何,制品的色彩鲜艳,色泽明亮是极为重要的因素。BMC的着色最直接的就是使用色粉,如黑色,则直接选用炭黑投入,一般控制在3.0phr左右即可,如白色则直接选用钛白粉,用量在4.5phr左右。选择与样品较接近的色粉,但要保证其分解温度高于成型温度,遮盖力强,易于分散均可选用,但其用量都只能在试验捏合机中小量试验后确定。有的样品的颜色无市场可采购的色粉,则必需外购颜料糊,或自己用三辊研磨机配混颜料糊,这时侯的颜料糊的添加量更要通过试验捏合机混练后来确定。
4.玻璃纤维的加入量
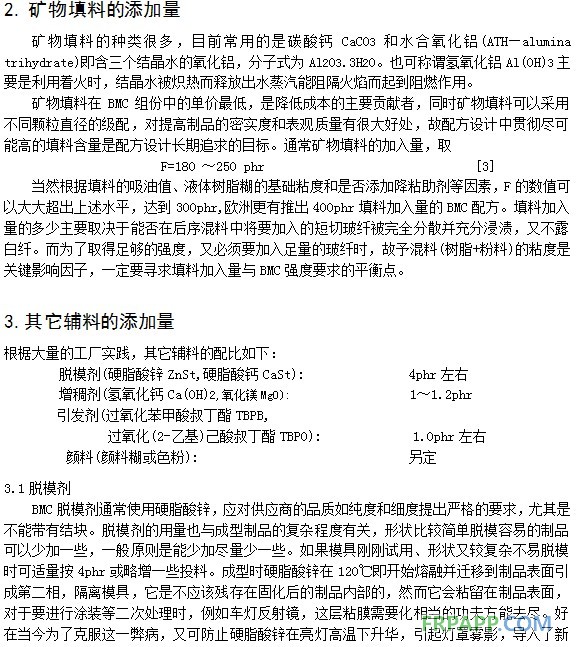
以上讨论时都使用phr为单位,而论及玻纤的加入量时就使用BMC组份的质量百分数 % 为计算单位。周知,玻纤含量直接与制品的强度有关,我们曾经使用过美国欧文斯,康宁的短切纱101C牌号,6毫米长度 ,OCF提供了玻纤加入量与BMC抗弯强度的参考曲线,见图二。
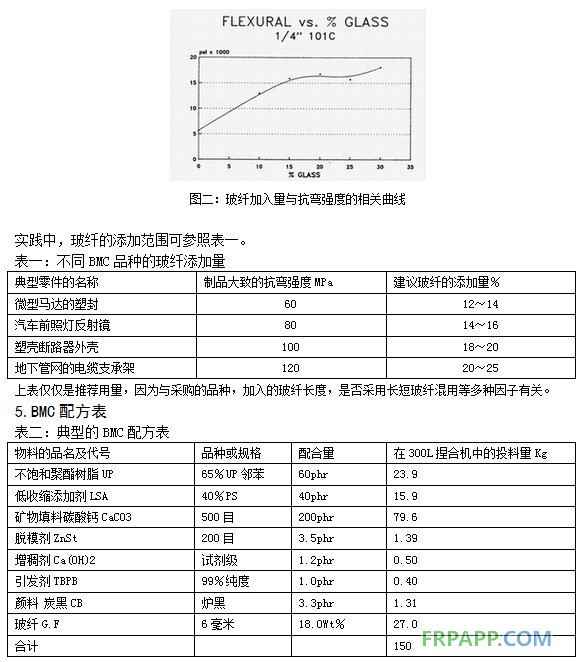
配方表计算步骤:
A. 确定在哪一种捏合机中拌料,一般取捏合机理论容积的一半,即正常的出料量Kg;
B. 依椐上述4小节的建议确定配合量一列的全部数值;
C. 首先计算出玻纤的加入量,本例为:150*0.18=27.0Kg;
D. 除玻纤之外,各组份的配合量之总和,本例为:309phr;
E. 计算每一个phr在投料时的份量,本例为:(150-27)/309=0.398Kg/phr;
F. 计算每一个组份的投料量,本例的UP为:60*0.398=23.9Kg,其余类推,数值园整。
后记:本稿对阻聚剂、降粘湿润剂及其它工艺助剂都未提及,希望在另外的篇幅中继续讨论;即使已经提到的各个组份,如何细分,如填料中的CaCO3与ATH如何细分,粒径如何细分等等均未讨论,也希望在以后的文稿中给予补充。本稿供有兴趣者作为参考,不妥之处,敬请指正。










 鲁ICP备2021047099号
鲁ICP备2021047099号