






非金属电镀是一种较为成熟的工艺,常见的有在陶瓷、ABS等材料表面进行电镀,用不饱和树脂浇注而成的各种造型的玻璃钢仿古工艺品镀件。强度比石膏、陶瓷、玻璃等制品高得多。非金属上的直接电镀工艺是Radovsky和Ronkese在1963年发明的,直到20世纪80年代才实现工业化。直接电镀工艺根据采用的导电性物质的不同,大致可以分为导电性高分子聚合物体系、Pd/Sn体系和碳粒子悬浮液体系。本文采用先在镀件表面喷涂一层光滑平整具有导电性的钢金粉,然后再进行化学镀银增强其导电性的方法,使镀件能够直接酸性光亮镀铜。
1 实验部分
1.1 主要仪器与试剂
GJD硅整流器:上海青浦电器厂;手提式空压机:深圳鑫宏迅科技有限公司;烘箱:南京天利制药设备有限公司;电镀槽、磷铜板。
试剂:不饱和树脂、玻璃纤维、石膏、氢氧化钠、碳酸钠、硝基清漆、硅橡胶、硫酸铜、浓硫酸、双氧水、硝酸银、氰化钾、硫化钾、铜金粉、香蕉水、2—巯基苯骈咪唑(M)、2—咪唑烷硫酮(N)、聚二硫丙烷磺酸钠(S)、聚乙二醇(P)、铬酐、OP—10乳化剂。试剂均为化学纯,上海试剂一厂生产。
1.2 工艺流程
本研究实验制作了仿古文物“马踏飞燕”、“佛像”以及十二生肖、观音、骆驼、大象、狮子、麒麟等工艺品。工艺流程如下:
工艺造型——喷涂硝基清漆——制硅橡胶内模——制石膏外模——浇注玻璃钢仿古工艺品——脱模——修饰外型——玻璃钢工艺成品镀件化学除油——水洗——粗化——表面金属化——化学镀银—— 水洗——酸性光亮镀铜——水洗——镀铜工艺品水洗——做旧——水洗——干燥——抛光——着青铜色——仿古工艺成品。
在玻璃钢工艺成品镀件的加工及其他的处理过程中,难免沾上油迹,通过除油可除去制件表面的污垢,对提高镀层结合力有一定的促进作用。因此镀件在电镀前必须首先进行除油处理。除油所用的试剂由氢氧化钠(20~30g·L )、碳酸钠(20~40g·L-1)、OP—10乳化剂(5~10mL·L-1)混合而成。将镀件在50~60℃下置于除油液中浸泡10~15min,即可达到除油效果。
粗化分为机械粗化和化学粗化,目的是增强镀层与镀件基体结合力,使镀层更牢固。如将机械粗化和化学粗化结合起来效果更好,即采用先机械粗化后化学粗化的方法。本研究中,采用铬酐(15g)、浓硫酸(300mL)、水20mL混合而成的粗化液,在60~70℃下,对镀件表面进行进一步处理20~30min。
玻璃钢制品是绝缘体,与金属材料的亲合力极弱,无法直接电镀,需先表面金属化处理后才能施以电镀。因此,本实验在镀件表面预先喷涂一层光滑平整具有导电性的铜金粉。
作为一种化学还原过程,化学镀银依靠铜金粉中铜的还原性较银强,很容易将银离子还原成金属银,而银的导电性比铜强,从而增强了镀件的导电性。
将经过化学除油、粗化、表面金属化处理和化学镀银处理过的玻璃钢镀件置于挂有磷铜板的电镀槽镀液中。电镀液由一定配比的硫酸铜、硫酸、H2O2、M,N,S,P等配制而成。在室温下,调节电镀电流,使电流密度在2~5A·dm-2下,电镀一定的时间。
光亮酸性电镀铜后,进行仿古做旧着色。着色后打磨抛光再涂碱式碳酸铜粉末,使工艺品产生青铜器的质感。
1.3 结合力测试
结合力是把单位表面积的电镀层从基体剥离所需的力。本实验结合力测试采用划痕法。
2 结果与讨论
2.1 粗化条件对粗化效果的影响
本研究中采用机械粗化和化学粗化结合的方法实现对镀件表面的粗化处理。其中,化学粗化所采用的铬酐一硫酸粗化液能迅速完全地除去镀件表面的污垢,而且粗化均匀,对镀件表面光洁度及尺寸精度影响都很小。而且,由于粗化液只有两种成分,配制简单,而且很容易通过化学分析的方法,对溶液进行调整和维护。
此外,粗化时间与镀层的结合力关系密切,粗化时间太短,镀层的结合力不够;时间太长,镀层的结合力反而下降。另外,温度始终处于恒定值时,达到最佳粗化度的时间较短,粗化速度较快。
2.2 表面金属化处理
非金属电镀前,为了增加导电性,在表面进行预处理是必须的步骤。传统的非金属电镀前需要先敏化、再活化、再化学镀铜。由于这种方法所用的活化液配方中,氨水易挥发失效,需及时调整或更换。本研究中,摒弃了传统的预处理方法,设计采用铜金粉加入到硝基清漆中再用香蕉水稀释制成金属化液对镀件表面进行预处理。
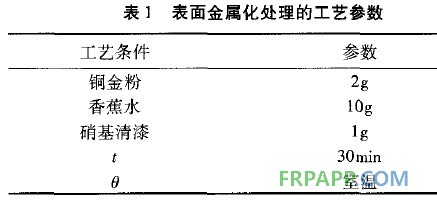
在室温下,以配制的金属化液对镀件表面进行表面处理20min后,镀件表面逐渐干燥,30min后表面完全干燥。表1为表面金属化处理的工艺参数。
金属化液中若铜金粉用量过多,则涂层厚度不均,影响成品外观效果;用量过少,则镀件导电性差,影响镀层质量。而若采用粗化后在玻璃钢基体上涂导电胶进行电镀的方法,因导电胶国内难以买到,需要进口,价格昂贵,成本较高。
2.3 化学镀银处理
化学镀银依靠还原剂的催化还原而连续地沉积银,从而为电镀创造条件。
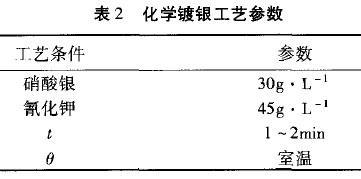
在本实验研究中,设计采用了氰化钾配用硝酸银作为化学镀银的镀液。由于化学镀银液中氰化钾的含量较高,化学镀银的起始速度降低,但溶液的稳定性和镀层加厚;另一方面,溶液的温度过高则银大量析于溶液中,过低则沉积速度太慢,影响工作效率。
关于化学镀银时间,理论上延长时间可降低镀件电阻,但1~2min已达要求,再增加电阻降低有限。化学镀银工艺参数见表2。
化学镀银配方的使用,既能达到工艺要求,又能重复长时间使用,也不需要避光保存,具有很好的稳定性。同时本研究不需要敏化和活化,既简便又省时。
2.4 酸性光亮镀铜
在电镀过程中,必需及时补充光亮剂。因为光亮剂消耗到一定程度,就会影响镀层光亮度及整平性。补充光亮剂后,如果镀层光亮度及整平性仍不好,则需采用活性炭对镀液进行处理,过滤后再按配方比例加入光亮剂。电镀5h后,镀层厚度可达15μm。因铜镀层整体包裹在镀件外表,镀成品貌似纯铜制造,有很好的金属质感。镀铜工艺参数见表3。
当镀层厚度达15~20μm时,电镀铜工序即已完成,此时镀层与镀件基体结合力强,镀成品具有金属铜的色泽和质感。
2.5 仿古处理
在室温下将镀铜后的工艺品置于做旧液中进一步进行仿古处理。表4中显示出做旧液的配方及处理参数。
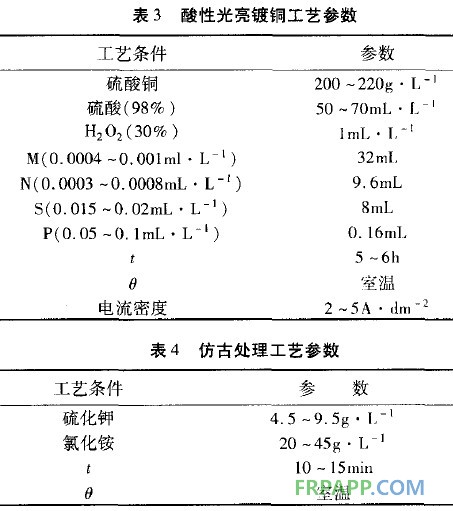
仿古处理后的工艺品,表面显黑色,用清沽球打磨出光后再进一步经过涂抹碱式碳酸铜粉末,工艺品产生青铜器的质感。
3 结 论
玻璃钢镀件制作工艺较为复杂,町由艺术家雕塑而成,也可在陶瓷等工艺品原件上进行番甜模制作,是高雅艺术与实用技术的有机结合。制成的玻璃钢镀件抗压强度较大。
本实验制作的仿古工艺品导电性好,光亮平整,其镀层与基体结合力强,表面色泽均匀、质感好,仿古逼真,并且成本低,操作简便。









 鲁ICP备2021047099号
鲁ICP备2021047099号